2.5: Блок 5: постукування
- Page ID
- 102723
ОБ'ЄКТИВНИЙ
Після завершення цього блоку ви повинні мати можливість:
• Опишіть процедуру постукування.
• Визначте обороти для постукування.
• Опишіть заливку і полірування.
• Опишіть розширений робочий холдинг.
постукування
Нарізування різьблення - це процес нарізування різьби всередині отвору, щоб в отвір можна було протягнути гвинт ковпачка або болт. Також його використовують для виготовлення різьблення на гайках.
Нарізка може здійснюватися на токарному верстаті силовою подачею або вручну. Незалежно від способу, отвір необхідно просвердлити за допомогою відповідного розміру свердла для мітчика і скосити на кінці.
Процедури постукування
Належна практика
Використання напрямних крана
Напрямні крана є невід'ємною частиною у виготовленні зручного та прямого крана. При використанні токарного верстата або фрези мітчик вже прямий і відцентрований. При ручному вирівнюванні крана будьте обережні, оскільки направляюча на 90° набагато точніша, ніж людське око.
Використання масла
При свердлінні і нарізуванні вирішальне значення має використання нафти. Він утримує біти від вереску, робить зріз більш гладким, вичищає стружку, утримує свердло і запас від перегріву.
клювання
Клювання допомагає гарантувати, що біти не перегріваються і не ламаються при використанні їх для свердління або постукування. Свердління клювання передбачає свердління частинишляху через деталь, потім втягування її для видалення стружки, одночасно дозволяючи шматочку охолонути. Обертання ручки повний оборот, потім назад на половину обороту є звичайною практикою. Всякий раз, коли долото або мітчик відступили, видаліть якомога більше стружки і додайте масло на поверхню між свердлом або мітчиком і заготівлею. Процедура постукування рук 1. Виберіть розмір свердла з діаграми. Вибираючи розмір крана, ця діаграма є першим місцем для пошуку
Процедура постукування рук
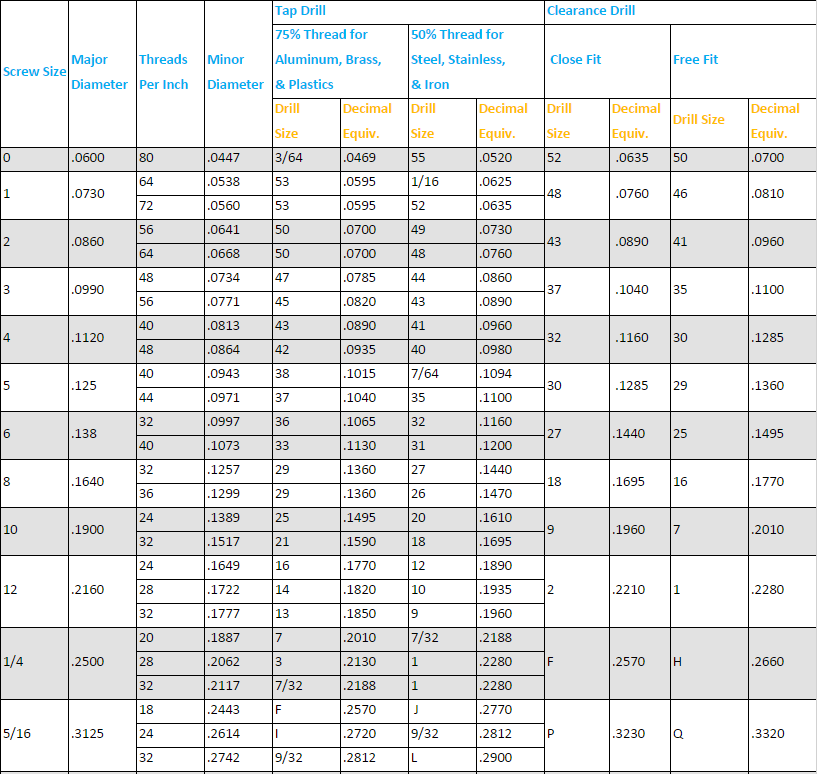
1. Виберіть розмір свердла з діаграми.
При виборі розміру крана ця діаграма є першим місцем для пошуку.
Розміри свердла для крана та кліренсу
2. При необхідності додайте фаску до отвору перед нарізуванням. Фаски і зенкери - це додаткові функції, які іноді бажані для гвинтів. Для досягнення найкращих результатів швидкість обертання шпинделя повинна становити від 150 до 250 об/хв.
3. Отримайте посібник з крана. Отвір тепер готове до крана. Для цього використовують мітчики і напрямні блоки біля ручних фрез. Напрямні блоки матимуть кілька отворів для мітчиків різного розміру. Виберіть найбільш близький до розміру використовуваного крана і помістіть його над просвердленим отвором.
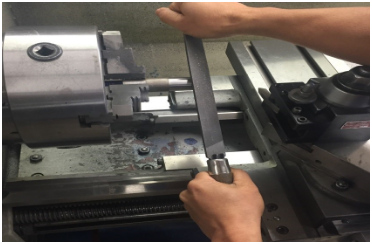
4. Торкніться блоку. Клюємо мітчик за допомогою крана гайкових ключів. Застосовуйте м'який тиск, повертаючи гайковий ключ повний оборот, потім на півоберта. Заклюйте мітчик на потрібну глибину.
5. Завершіть кран. Якщо кран не йде далі або бажана глибина досягнута, скиньте тиск на кран; він, швидше за все, знизу назовні. Вийміть кран з отвору.
Застосування будь-якого більшого тиску, швидше за все, зламає кран. Чим менше кран, тим більше шансів його зламати.
Малюнок 1. Торкніться
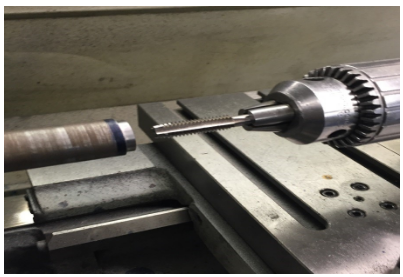
Процедура постукування токарного верстата
Порядок дій:
1. Монтуємо заготовку в патрон.
2. Лицьова і центральна дриль.
3. Виберіть відповідне свердло для крана, який буде використовуватися.
4. Приклад: ¼ — 20 унц використовується свердло № 7.
5. Встановіть токарний верстат на належну швидкість і свердлите мітчиком на необхідну глибину. Використовуйте багато мастильно-охолоджуючої рідини.
6. Примітка: заготівля буде обертатися при натисканні за допомогою потужності токарного верстата. Використовуйте дуже повільну швидкість обертання шпинделя. (від 40 до 60 об/хв) і багато охолоджуючої рідини.
7. Склейте фаску краю отвору.
Подача в токарному верстаті
Заготівлю слід заливати в токарному верстаті тільки для того, щоб видалити невелику кількість запасу, прибрати опіки або закруглити гострі кути. Заготівлю завжди слід повертати приблизно до 0,002 до 0,003 дюйма розміру, якщо поверхня повинна бути подана. Тримайте ручку файлу в лівій руці, щоб уникнути травм при подачі на токарний верстат, так що руки і руки можна тримати подалі від обертового патрона.
Порядок дій:
1. Встановіть швидкість обертання шпинделя приблизно в два рази більше, ніж використовується для повороту.
2. Встановіть заготовку в патрон, змастіть, і відрегулюйте мертву точку в заготівлі.
3. Пересуньте каретку якомога далі в праву сторону і зніміть стійку інструменту (якщо потрібно)
4. Від'єднайте ходовий гвинт і подає стрижень.
5. Виберіть правильний файл, який буде використано.
6. Запустіть токарний верстат.
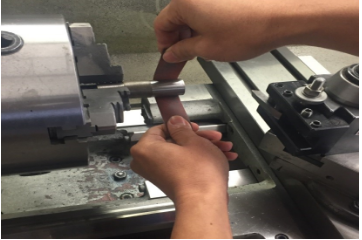
7. Візьміться за рукоятку файлу в лівій руці і підтримайте точку файлу пальцем правої руки.
8. Нанесіть легкий тиск і висуньте напилок вперед на всю довжину. Спустіть тиск на зворотному колі.
9. Перемістіть файл приблизно на половину ширини файлу для кожного штриха і продовжуйте подачу, використовуючи від 30 до 40 штрихів на хвилину, поки поверхня не закінчиться.
Малюнок 2. Подача
При подачі в токарному верстаті слід дотримуватися наступну безпеку.
• Закатати рукава.
• Не використовуйте напилок без правильно підігнаної ручки.
• Зніміть годинник і кільця.
• Не застосовуйте занадто сильний тиск на файл.
• Часто очищайте файл пензлем. Втирайте трохи крейди в зуби пилки, щоб запобігти засміченню і полегшити чистку.
Полірування в токарному верстаті
Після того, як заготівля була підпилена, обробку можна покращити поліруванням абразивної тканиною.
Порядок дій:
1. Виберіть тип збору та сорт абразивної тканини, для бажаної обробки використовуйте шматок довжиною приблизно від 6 до 8 дюймів і шириною 1 дюйм.
2. Встановіть токарний верстат для роботи на високій швидкості (близько 800-1000 об/хв).
3. Від'єднайте подавальний стрижень і ходовий гвинт.
4. Змастіть і відрегулюйте мертву точку.
5. Запустіть токарний верстат.
6. Тримайте абразивну ганчірку на заготівлі.
7. Правою рукою щільно притисніть тканину на роботу, щільно притримуючи інший кінець абразивної тканини лівою рукою.
8. Рухайте полотно повільно вперед-назад уздовж заготовки.
Малюнок 3. Полірування
При поліруванні в токарному верстаті слід дотримуватися наступної безпеки:
1. Закатати рукава.
2. Заправте будь-яку вільну одяг
Для нормальної обробки використовуйте абразивну тканину від 80 до 100 зернистості. Для кращої обробки використовуйте абразивну тканину з більш дрібною зернистою.
Розширений робочий холдинг
Деякі деталі можуть бути нерегулярними, закликаючи спеціалізовані інструменти, щоб тримати їх належним чином перед обробкою.
1. Деталь не може бути поміщена в цангу або патрон при різанні по всьому зовнішньому діаметру штока.
2. Деталі з отворами через нього слід притиснути до альтанки токарного верстата (конічний вал), а потім затиснути на альтанці, а не саму деталь.
3. Якщо отвір занадто велике, використання токарного верстата альтанки буде недостатньо підтримувати деталь. Замість цього використовуйте зовнішні щелепи, щоб схопити внутрішній діаметр деталі.
4. Деталі зі складною геометрією, можливо, доведеться прикріпити до лицьової панелі, яка буде додатково встановлена на шпиндель.
ТОКАРНИЙ ВЕРСТАТ РОБОТА:
Наступна таблиця дає швидке порівняння сильних і слабких сторін різних засобів утримання заготовки на токарному верстаті:
Методика | Точність | Повторюваність | Зручність | Нотатки |
Цанги | Високі | Високі | Високі | Швидка, висока точність, висока повторюваність, добре схоплюється, навряд чи зачепить заготовку, зчеплення поширюється на широку площу. Дорогі патрони і цанги. Ручки обмежені довжини. Заготівля повинна бути круглою іповинна підходити майже точно під розмір цанги. |
3-кулачковий патрон з м'якими губками | Високі | Високі | Високі | Для більших заготовок 3 щелепні патрони з м'якими щелепами є нормою в світі ЧПУ. |
3-щелепний самоцентруючий патрон з жорсткими щелепами | Низький | Низький | Високі | Звичайний, дешевий, простий. Низька точність, низька повторюваність, якщо зняти заготовку і доведеться покласти її назад. |
4-кулачковий патрон | Високі | Високі | Середній | Може зайняти багато часу для індивідуального регулювання щелеп, але це призведе до високої точності. Може утримувати шматочки зміщення для повороту кулачків або ексцентриків. Може містити неправильну форму і квадратний або прямокутний запас. |
6-Щелепи самоцентрування Chuck | Середній | Середній | Високі | Найкраще підходить для тонких настінних робіт або для захоплення готових країв заготовки. Очевидно, добре для шестигранних запасів. |
Перевертання лицьової панелі | Варіюється з налаштуванням | Середній | Низький | Відмінно підходить для неправильної форми. Включає в себе затискачі, як фрезерна установка. Може знадобитися противаги, щоб тримати речі збалансованими. |
Поворот між центрами | Високі | Високі | Низький | Велика точність, дозволяє частину повертати назад між центрами з дуже високою повторюваністю. |
Постійний поворот обличчя | Високі | Високі | Високі | Сучасна альтернатива повороту між центрами. Замість того, щоб використовувати токарні собаки, які є своєрідною неприємністю для налаштування, постійна система обличчя використовує гідравлічну або іншу силу для зчеплення та приводу кінця шпинделя. |
Розширюються альтанки | Високі | Високі | Високі | Вони працюють зсередини назовні, а не зовні всередині, але в іншому випадку багато в чому схожі на цанги. |
Метод описує конкретну техніку або інструмент, який буде використовуватися.
Точність описує, наскільки точно буде триматися заготовка, або наскільки близько до концентрично вона буде працювати з шпинделем, перш ніж робити будь-які розрізи.
Повторюваність описує, як легко вийняти заготовку, а потім повернути її назад точно знову.
ОДИНИЦЯ ВИПРОБУВАННЯ
1. Який розмір свердла використовувати для мітчика ½ -20?
2. Для чого призначається фаска?
3. Який найкращий RPM для постукування?
4. Яку швидкість шпинделя ми встановлюємо для подачі?
5. Яка мета полірування?
6. Яка найкраща абразивна тканина для звичайної обробки?
7. Який вид робіт найкраще підходить для трьохщелепних патронів?
8. Які особливості має трикулачковий патрон?
9. Поясніть різницю між трикулачковим патроном та 4-кулачковим патро
10. Які переваги і недоліки колекторного патрона?