2.6: Блок 6: Токарний верстат
- Page ID
- 102727
ОБ'ЄКТИВНИЙ
Після завершення цього блоку ви повинні мати можливість:
• Визначте глибину подачі.
• Опишіть, як правильно нарізати різьблення.
• Поясніть, як розрахувати крок, глибину та незначний діаметр, ширину площини.
• Опишіть, як встановити правильні обороти.
• Опишіть, як встановити правильну швидку зміну коробки передач.
• Опишіть, як встановити правильний спокій з'єднання.
• Опишіть, як правильно встановити біт інструменту.
• Опишіть, як встановити як з'єднання, так і перехресну подачу на обох циферблатах на нуль.
• Опишіть операцію нарізування різьблення.
• Опишіть розгортання.
• Опишіть, як шліфувати долото інструменту.
Токарний верстат з різьбленням
Нарізка різьби на токарному верстаті - це процес, який виробляє гвинтовий гребінь рівномірного перетину на заготівлі. Це виконується шляхом прийняття послідовних надрізів за допомогою нарізування різьблення тієї ж форми, що і необхідна форма різьби.
Практика вправи:
1. Для цієї вправи для нарізування різьблення вам знадобиться шматок круглого матеріалу, звернений на зовнішній діаметр протектора.
2. Використовуючи інструмент для проділу або спеціально відшліфований інструмент, зробіть підріз протектора рівним його єдиній глибині плюс 0,005 дюйма.
3. Формула нижче дасть вам єдину глибину для здійснення уніфікованих ниток:
д = П х 0,750
Де d = Одинарна глибина
P = Крок
n = Кількість ниток на дюйм (TPI)
Глибина подачі = 0,75/п
Розрахунки різьблення
Щоб нарізати правильну різьбу на токарному верстаті, необхідно спочатку провести розрахунки, щоб різьба мала належні розміри. Наступні схеми і формули будуть корисні при розрахунку розмірів різьблення.
Приклад: Обчисліть крок, глибину, незначний діаметр та ширину площини для різьби ¼ -10 NC.
Р = 1/п = 1/10 = 0,100 в.
Глибина = .7500 х Крок = 7500 х .100 = 0,0750 дюйма.
Малий діаметр = Великий діаметр - (D + D) = .750 - (0,075 + 0,075) = 0,600 дюйма.
Ширина плоскої = Р/ 8 = (1/8) х (1/10) = 0,0125 дюйма.
Порядок нарізування різьблення:
1. Встановіть швидкість приблизно на одну чверть швидкості, використовуваної для повороту.
2. Встановіть швидкозмінний редуктор на необхідний крок у різьбі. (Нитки на дюйм)
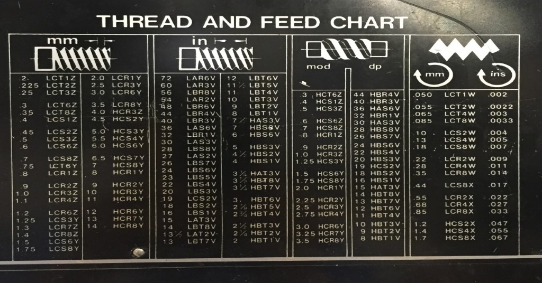
Малюнок 1. Діаграма різьблення та подачі
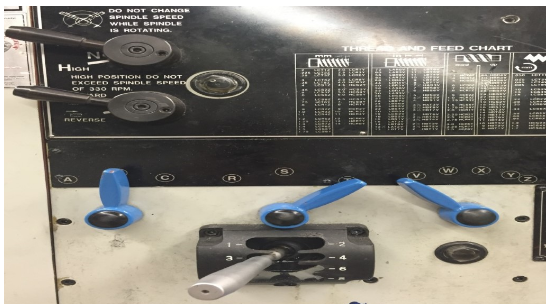
Малюнок 2. Налаштування коробки передач
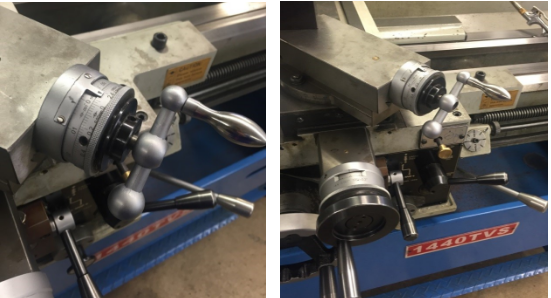
3. Встановіть складний упор на 29 градусів праворуч для правої руки ниток.
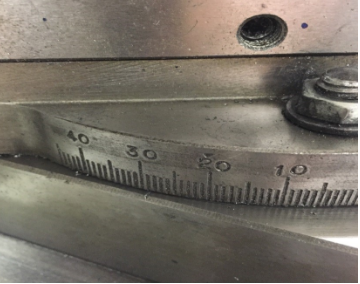
Малюнок 3. 29 градусів
4. Встановіть біт інструменту для нарізування різьблення 60 градусів і встановіть висоту до центральної точки токарного верстата.
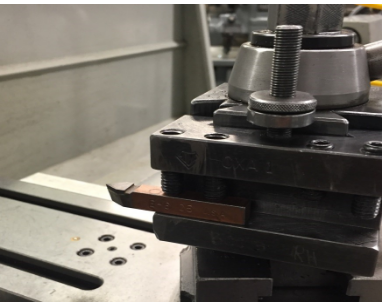
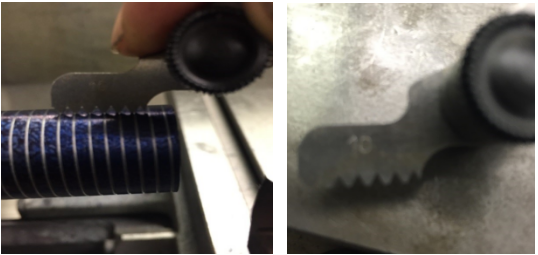
Малюнок 4. Інструмент для нарізування різьблення 60 градусів
5. Встановіть біту інструменту і під прямим кутом до роботи, використовуючи різьбомір.
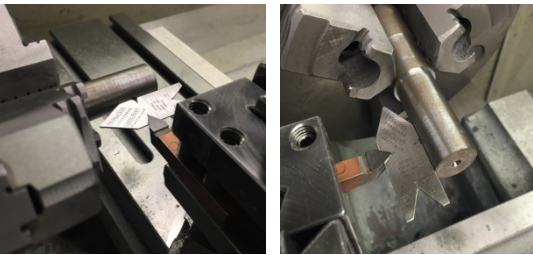
Малюнок 5. Використання центрального калібру для позиціонування інструменту для обробки різьблення
6. Використовуючи розкладковий розчин, обмазуйте ділянку, що підлягає різьбленню.

Малюнок 6. Макет
7. Перемістіть інструмент різьблення вгору до деталі, використовуючи як з'єднання, так і поперечну подачу. Встановіть мікрометр на нуль на обох циферблатах.
Малюнок 7. З'єднання Малюнок 8. Перехресна подача
8. Перемістіть поперечну подачу до зворотного інструменту з роботи, перемістіть каретку до кінця деталі і скиньте поперечну подачу до нуля.
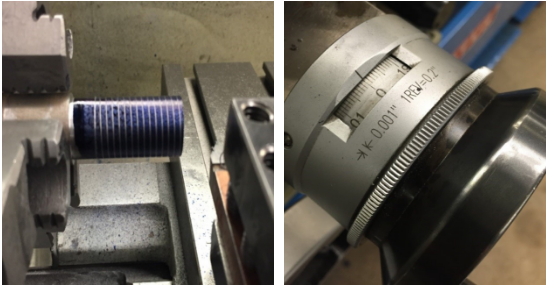
Малюнок 9. Кінець деталі та поперечна подача до нуля
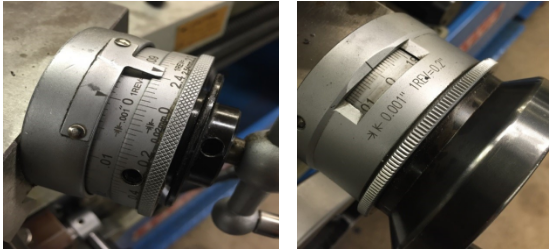
9. Використовуючи лише складний мікрометр, подайте від 0,001 до 0,002 дюйма.
Малюнок 10: Комбікорм в 0,002 дюйма
10. Увімкніть токарний верстат і зачепіть половину гайки.

Малюнок 11 : Включення/вимикання важіль і половина гай
11. Візьміть подряпиний зріз на деталі без мастильно-охолоджуючої рідини. Від'єднайте половину гайки в кінці розрізу, зупиніть токарний верстат і поверніть інструмент, використовуючи поперечну подачу. Поверніть каретку у вихідне положення.

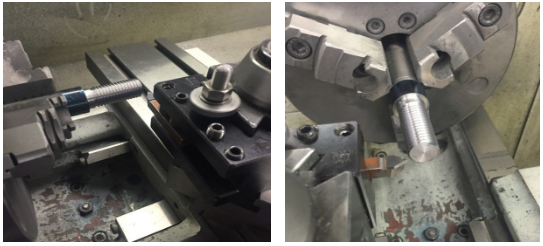
Малюнок 12. Початкове положення
12. За допомогою калібру кроку гвинта або правила перевірте крок різьби. (Нитки на дюйм)
Малюнок 13. Гвинт Крок калібр Рисунок 14. Гвинт Крок Gage (10)
13. Подавайте з'єднання в 0,005 до 0,020 дюйма для першого проходу, використовуючи ріжуче масло. Коли ви наближаєтеся до кінцевого розміру, зменшіть глибину різу до 0,001 до 0,002 дюйма.
14. Продовжуйте цей процес, поки інструмент не виявиться в межах 0,010 дюйма від глибини обробки.
Малюнок 15. Операція нарізування різьблення
15. Перевірте розмір за допомогою мікрометра гвинтової різьби, різьбового калібру або за допомогою системи з трьома дротами.

Малюнок 16. Вимірювання трьох проводів
16. Зробіть фаску кінця різьби, щоб захистити її від пошкоджень.
Розвертання
Розвертки використовуються для швидкого та точного завершення просвердлених отворів або отворів до отвору заданого розміру та для отримання хорошої обробки поверхні. Розгортання може бути виконано після того, як отвір було просвердлено або розсвердлено з точністю від 0,005 до 0,015 дюйма від готового розміру, оскільки розгортка не призначена для видалення великої кількості матеріалу.
Заготівля монтується в патрон на шпинделі бабки, а розгортка підтримується задньою бабкою.
Швидкість токарного верстата для розгортання верстата повинна бути приблизно 1/2, що використовується для свердління.
Розгортання за допомогою ручного розгортки
Отвір, який потрібно розвернути вручну, має бути в межах 0,005 дюйма від необхідного готового розміру.
Заготівля кріпиться до шпинделя бабки в патроні, а шпиндель бабки фіксується після точного налаштування заготовки. Ручна розгортка встановлена в регульованому гайковому ключі і підтримується центром задньої бабки. Оскільки гайковий ключ обертається вручну, ручне розгортання подається в отвір одночасно шляхом повороту маховика задньої бабки. Використовуйте велику кількість охолоджуючої рідини для розвертання.
Розгортання за допомогою верстатного розгортки
Отвір, який слід розвертати за допомогою верстатного розгортки, необхідно просвердлити або просвердлити до 0,010 дюйма від готового розміру, так що розгортці машини доведеться лише видалити сліди різака. Використовуйте велику кількість охолоджуючої рідини для розвертання.
Шліфуйте токарний інструмент
Порядок дій:
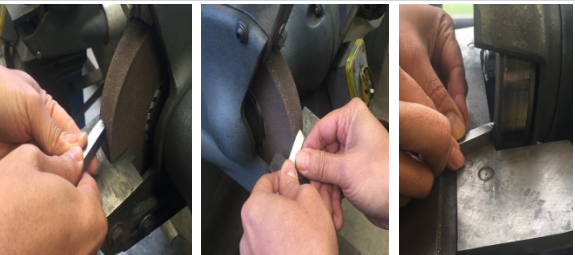
1. Міцно тримайте долото інструменту, підтримуючи руку на наборі інструментів для шліфувальної машини.
2. Тримайте долото інструменту під належним кутом, щоб відшліфувати кут ріжучої кромки. При цьому нахиліть нижню частину долота інструменту в сторону колеса і шліфуйте 10 градусів бічного рельєфу або кута зазору на ріжучій кромці. Ріжуча кромка повинна бути довжиною близько 0,5 дюйма і повинна бути більше приблизно ¼ ширини долота інструменту.
3. Під час шліфування інструменту, перемістіть долото інструменту вперед-назад по лицьовій стороні шліфувального круга. Це прискорює шліфування і запобігає проточування канавок круга.
4. Біт інструменту необхідно часто охолоджувати під час операції шліфування, занурюючи у воду. Ніколи не перегрівайте трохи інструменту.
5. Шліфуйте торцевий кут різання так, щоб він утворив кут трохи менше 90 градусів з бічною ріжучою кромкою. Тримайте інструмент так, щоб кінцевий кут ріжучої кромки і кут рельєфу кінця в 15 градусів були відшліфовані одночасно.
6. Перевірте величину кінцевого рельєфу, коли долото інструменту знаходиться в тримачі інструменту.
7. Тримайте верхню частину долота інструменту приблизно на 45 градусів до осі колеса і шліфуйте бічні граблі приблизно на 14 градусів.
8. Шліфуйте невеликий радіус на точці ріжучого інструменту, обов'язково зберігаючи однаковий кут переднього і бічного зазору.
Подрібніть передню сторону шліфування радіус шліфування
Ріжучий інструмент Матеріали
Токарні верстати, як правило, виготовляються з чотирьох матеріалів:
1. Високошвидкісна сталь
2. литі сплави
3. Цементовані карбіди
4. Кераміка
Властивості, якими володіє кожен з цих матеріалів, різні, і застосування кожного залежить від оброблюваного матеріалу та стану машини.
Токарні долота для інструменту повинні володіти наступними властивостями.
1. Вони повинні бути жорсткими.
2. Вони повинні бути зносостійкими.
3. Вони повинні бути здатні витримувати високі температури, що розвиваються під час операції різання.
4. Вони повинні бути здатні витримувати удари під час операції різання.
Номенклатура ріжучого інструменту
Ріжучі інструменти, що використовуються на токарному верстаті, як правило, є одним загостреним ріжучим інструментом, і хоча форма інструменту змінюється для різних застосувань. Та ж номенклатура поширюється на всі ріжучі інструменти.
Порядок дій:
1. Основа: нижня поверхня хвостовика інструменту.
2. Ріжуча кромка: передня кромка долота інструменту, яка робить різання.
3. Обличчя: поверхня, на яку несе чіп, коли вона відокремлена від роботи.
4. Фланк: Поверхня інструменту, яка прилягає до та нижче ріжучої кромки.
5. Ніс: кінчик ріжучого інструменту, утворений стиком ріжучої кромки і передньої грані.
6. Радіус носа: радіус, до якого заземлений ніс. Розмір радіуса вплине на обробку. Для грубого різання використовується радіус носа 1/16 дюйма. Для фінішного різання використовується радіус носа від 1/16 до ¼ дюйма.
7. Точка: Кінець інструменту, який був відшліфований для цілей різання.
8. Хвостовик: корпус долота інструменту або частина, що утримується в тримачі інструменту.
9. Токарний інструмент Біт Кути і зазори
Правильна продуктивність долота інструменту залежить від зазору і кутів граблі, які повинні бути відшліфовані на долоті інструменту. Хоча ці кути різняться для різних матеріалів, номенклатура однакова для всіх біт інструменту.
• Кут бічної ріжучої кромки: Кут, який формує ріжуча кромка зі стороною хвостовика інструменту. Цей кут може становити від 10 до 20 градусів в залежності від матеріалу, що ріжеться. Якщо кут перевищує 30 градусів, інструмент буде схильний до балаканини.
• Кут торцевої ріжучої кромки. Кут, утворений торцевою ріжучою кромкою і лінією під прямим кутом до осьової лінії долота інструменту. Цей кут може становити від 5 до 30 градусів в залежності від типу різу і бажаної обробки. Для чорнових порізів під кутом від 5 до 15 градусів, кутом від 15 до 30 градусів використовуються токарні інструменти загального призначення. Більший кут дозволяє повертати ріжучий інструмент вліво, коли роблять легкі порізи близько до собаки або патрона, або при повороті до плеча.
• Кут бокового рельєфу (зазору): Кут заземлений на боці інструменту нижче ріжучої кромки. Цей кут може становити від 6 до 10 градусів. Бічний зазор на долоті інструменту дозволяє ріжучому інструменту просуватися вздовж у обертову роботу та запобігати тертю флангу об заготовку.
• Кут кінцевого рельєфу (зазору): кут заземлення під носом долота інструменту, який дозволяє подавати ріжучий інструмент в роботу. Цей кут може становити від 10 до 15 градусів для зрізу загального призначення. Цей кут необхідно вимірювати, коли долото інструменту утримується в тримачі інструменту. Кут кінцевого рельєфу змінюється залежно від твердості та типу матеріалу та типу різу, що приймається. Кінцевий кут рельєфу менший для більш твердих матеріалів, щоб забезпечити опору під ріжучою кромкою.
• Бічний кут граблі: Кут, під яким грань відшліфована від ріжучої кромки. Цей кут може становити 14 градусів для біт загального призначення. Бічні граблі центрують ріжучу кромку і дозволяють стружці швидко стікати. Для більш м'яких матеріалів кут бічних граблів, як правило, збільшується.
• Задня (верхня) рейка: Нахил інструменту назад від носа. Цей кут може становити близько 20 градусів і передбачений в тримачі інструменту. Задня рейка дозволяє стружці стікати від точки ріжучого інструменту.
ОДИНИЦЯ ВИПРОБУВАННЯ
1. Що таке крок для ¼ -20 крана?
2. Під яким кутом потрібно повертати з'єднання для уніфікованої різьби?
3. Поясніть, чому ви обертаєте з'єднання в питанні 2.
4. Яка глибина різьби для гвинта UNF ½-20?
5. Як би ви зробили ліву нитку? Це не висвітлюється в читанні—подумайте?
6. Який інструмент біт ми використовуємо для нарізання різьби?
7. Будь ласка, опишіть Центр Gage.
8. Що ми використовуємо для перевірки кроку різьби (Thread Per Inch)?
9. Перший і останній прохід, скільки ми годуємо з'єднання в?
10. Назвіть чотири матеріали, які використовують для виготовлення бітів інструменту.
Розділ Інформація про віднесення
Ця глава була отримана з наступних джерел.
- Токарний верстат, отриманий з токарного верстата Массачусетського технологічного інституту, CC:BY-NC-SA 4.0.
- Ріжучий інструмент термінологія походить від токарних ріжучих інструментів - форми ріжучого інструменту Вісконсін Технічний коледж, CC: BY-NC 4.0.
- Термінологія ріжучого інструменту, отримана від типів різаків (токарний верстат) Університетом Айдахо, CC:BY-SA 3.0.
- Центрування, отримане з [Документ ручних токарних верстатів]