2.4: Блок 4: Токарний
- Page ID
- 102717
ОБ'ЄКТИВНИЙ
Після завершення цього блоку ви повинні мати можливість:
• Опишіть чорнову і фінішну токарну обробку.
• Опишіть поворотне плече.
• Опишіть облицювальний зріз.
• Поясніть, як налаштувати для центрового/точкового свердління.
• Поясніть, як налаштувати на нудний.
• Поясніть, як налаштувати накатку.
• Правильно налаштувати заготовку для обробки/обробки канавок.
• Визначте розрахунок конусності.
• Правильно налаштувати заготовку в 4-кулачковий патрон.
Заготівлю, як правило, обробляють на токарному верстаті з двох причин: вирізати його за розміром і отримати справжній діаметр. Робота, яка повинна бути розрізана за розміром і мати однаковий діаметр по всій довжині заготовки, передбачає операцію паралельного точіння. Багато факторів визначають кількість матеріалів, які можна видалити на токарному верстаті. Діаметр повинен бути вирізаний за розміром в два розрізи: чорновий зріз і фінішний розріз.
Щоб мати однаковий діаметр на кожному кінці заготовки, центри токарних верстатів повинні знаходитися в одній лінії.
Щоб встановити точну глибину різу
Порядок дій:
1. Встановіть спокій з'єднання на 30 градусів.
2. Прикріпіть чорновий або фінішний інструмент. Використовуйте правосторонній поворотний інструмент, якщо подавайте сідло у напрямку до бабки.
3. Перемістіть стовп інструмента ліворуч від складеного упору та встановіть біт інструменту на правий центр висоти.
4. Встановіть токарний верстат на правильну швидкість і подачу для діаметра і типу матеріалу, що ріжеться.
5. Почніть токарний верстат і зробіть легкий зріз приблизно 0,005 дюйма і .250 дюйма завдовжки на правому кінці заготовки.
6. Зупиніть токарний верстат, але не рухайте рукоятку гвинта з поперечною подачею.
7. Перемістіть ріжучий інструмент до кінця заготовки (в праву сторону), повернувши маховик каретки.
8. Виміряйте роботу і розрахуйте кількість знімається матеріалу.
9. Поверніть градуйований комір на половину кількості знімається матеріалу. Наприклад, якщо потрібно зняти 0,060 дюйма, градуйований комір слід повернути на 0,30 дюйма, так як зріз знімається від окружності заготовки.
10. Пам'ятайте, для кожної тисячної глибини пропилу діаметр запасу зменшується на дві тисячні.
грубе токарне
Операція чорнового точіння використовується для видалення якомога більшої кількості металу за найкоротший проміжок часу. Точність і обробка поверхні не важливі в цій операції. Тому рекомендується максимальна глибина 0,030 дюйма та подача від 0,020 до 0,030 дюйма. Заготівля, як правило, груба, повернута приблизно до 0,030 дюйма від готового розміру за кілька скорочень, наскільки це можливо.
Порядок дій:
1. Встановіть токарний верстат на правильну швидкість і швидкість подачі для типу і розміру матеріалу, що ріжеться.
2. Відрегулюйте коробку швидкої зміни для подачі від 0,010 до 0,030 дюйма, залежно від глибини різання та стану машини.
3. Наприклад: .010
4. Перемістіть тримач інструменту до лівої сторони складеного упору та встановіть біту інструменту на праву висоту до центру.
5. Надійно затягніть стовп інструменту, щоб запобігти переміщенню інструментального тримача під час операції механічної обробки.
6. Візьміть легкий пробний виріз на правому кінці заготовки довжиною близько .250 дюйма.
7. Виміряйте заготовку і відрегулюйте долото інструменту на належну глибину різу.
8. Розріжте уздовж приблизно на 250 дюймів, зупиніть токарний верстат і перевірте діаметр на розмір. Діаметр повинен бути близько 0,30 дюйма над фінішною стороною.
9. Повторно відрегулюйте глибину різу, якщо це необхідно.
Закінчити токарний
Фінішна токарна обробка на токарному верстаті, яка слідує за грубим точінням, виробляє гладку обробку поверхні, і розрізає заготовку до точного розміру. Такі фактори, як стан долота ріжучого інструменту, жорсткість верстата та заготовки та швидкість токарного верстата та швидкість подачі, можуть впливати на тип виробленої обробки поверхні.
Порядок дій:
1. Перевірте, чи вільна ріжуча кромка долота інструменту від зарізів, опіків тощо Це хороша практика, щоб домогтися ріжучої кромки, перш ніж робити фінішний розріз.
2. Встановіть токарний верстат на рекомендовану швидкість і швидкість подачі. Використовувана швидкість подачі залежить від необхідної обробки поверхні.
3. Візьміть легкий пробний виріз довжиною близько .250 дюймів у правому кінці роботи, щоб отримати справжній діаметр, встановіть долото ріжучого інструменту на діаметр і встановіть градуйований комір на правильний діаметр.
4. Зупинити токарний верстат, виміряти діаметр.
5. Встановіть глибину різу для половини кількості знімається матеріалу.
6. Розріжте уздовж на .250 дюйма, зупиніть токарний верстат і перевірте діаметр.
7. Повторно відрегулюйте глибину пропила, при необхідності і закінчіть поворот діаметра. Для того щоб виготовити максимально вірний діаметр, фінішну вертку заготовки до необхідного розміру. Якщо необхідно закінчити діаметр шляхом зйомки або полірування, ніколи не залишайте більше 0,002 до 0,003 дюйма для цієї операції.
Повернувшись до плеча
При повороті більше одного діаметра на заготівлі. Зміна діаметра або кроку, відоме як плече.
Три поширених типу плеча:
1. Квадрат
2. Філетований куточок
3. Кутовий або конічний
Порядок дій:
1. За допомогою заготовки, встановленої в токарний верстат, викладіть положення плеча від готового кінця заготовки. У разі філе плечей, вся достатня довжина, щоб на готовому плечі утворився належний радіус.
2. Помістіть точку долота інструменту на цій позначці і виріжте невелику канавку по колу, щоб відзначати довжину.
3. За допомогою токарного інструменту, чорновий і фінішний поворот заготовки приблизно 0,63 дюйма необхідної довжини.
4. Налаштуйте торцевий торцевий інструмент. Крейдою змастіть заготовку невеликого діаметру, і піднесіть ріжучий інструмент до тих пір, поки він просто не видалить крейдяну позначку.
5. Зверніть увагу на читання на градуйованому комірі ручки поперечної подачі.
6. Обличчя квадрат плеча, підрізавши до лінії за допомогою ручної подачі.
7. Для послідовних розрізів поверніть ручку поперечної подачі до тієї ж градуйованої установки коміра.
Якщо потрібно куточок з куточком, для обробки плеча використовується інструментальна долота, що має однаковий радіус. Кутові або скошені кромки можна отримати, встановивши ріжучу кромку долота інструменту на потрібний кут фаски і подаючи її до плеча, або встановивши сполучний упор на потрібний кут.
Облицювання
Заготовки, що підлягають механічній обробці, як правило, ріжуть трохи довше, ніж потрібно, і стикаються до потрібної довжини. Облицювання - це операція обробки торців квадрата заготовки з її віссю. Щоб отримати плоску, квадратну поверхню при облицюванні, токарний верстат може бути правдою.
Призначенням облицювання є:
• Забезпечити справжню, рівну поверхню, квадратну з віссю заготовок.
• Забезпечити і точну поверхню, з якої потрібно знімати виміри.
• Нарізати заготовки до необхідної довжини.

Малюнок 1. Операція облицювання
Порядок дій:
1. Перемістіть стійку інструменту до лівої сторони складеного опори та встановіть біт інструменту, що звернений правою рукою, на праву висоту центральної точки токарного верстата. Складова решта може бути встановлена на 30 градусів для точного торцевого облицювання.
2. Монтуємо заготовку в патрон лицьовою стороною. Використовуйте центр лінії в хвості застряг або пряму лінійку, якщо це необхідно для true.
3. Вставте облицювальний інструмент.
4. Розташуйте інструмент трохи відігненим від деталі.
5. Встановіть біт інструменту для облицювання вліво під кутом 15-20 градусів. Точка долота інструменту повинна знаходитися найближче до заготівлі і залишати простір уздовж сторони.
6. Встановіть токарний верстат на правильну швидкість і подачу для діаметра і типу матеріалу, що ріжеться.
7. Перш ніж увімкнути верстат, поверніть шпиндель вручну, щоб переконатися, що деталі не заважають обертанню шпинделя.
8. Запустіть токарний верстат і піднесіть долото інструменту так близько до центру токарного верстата, наскільки це можливо.
9. Рухайте каретку вліво, використовуючи маховик, поки не буде запущений невеликий зріз.
10. Подавайте долото ріжучого інструменту всередину до центру, повернувши ручку поперечної подачі. Якщо поперечна подача потужності використовується для подачі ріжучого інструменту, каретка повинна бути зафіксована в положенні.
11. Повторюємо процедуру 6,7 і 8 до тих пір, поки заготівля не буде обрізана до потрібної довжини 12. На заготівлі після облицювання залишиться гострий край, який слід зламати напилком.
Щоб визначити заготовку
Точковий інструмент біт використовується для того, щоб зробити неглибоке, v-подібне отвір в центрі заготовки. Забезпечує керівництво для свердла, щоб слідувати. Отвір можна швидко і досить точно помітити за допомогою центрального свердла. Для надзвичайної точності слід використовувати біт для плямистості.

Малюнок 2: Інструмент «Центр/ Точка»
Порядок дій:
1. Кріплення заготовки вірно в патрон.
2. Встановіть патрон дриля в задню бабку.
3. Переконайтеся, що танг патрона свердла належним чином закріплений у задній бабці.
4. Перемістіть і зафіксуйте задню бабку в потрібне положення.
5. Перш ніж увімкнути верстат, поверніть шпиндель вручну, щоб переконатися, що деталі не заважають обертанню шпинделя.
6. Встановіть токарний верстат на належну швидкість, щоб тип матеріалу був точковим або центральним свердлом.
7. Почніть отвір за допомогою центрального свердла 8. Зауважте отвір за допомогою плямистої або центральної свердла для інструменту.
Свердління
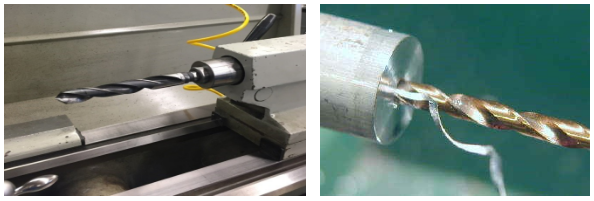
Малюнок 3. Дриль
Порядок дій:
1. Встановіть патрон дриля в задню бабку.
2. Кріплення заготовки вірно в патрон.
3. Перевірте центр запасу інструменту і переконайтеся, що він знаходиться в черзі.
4. Переконайтеся, що танг патрона свердла належним чином закріплений у задній бабці.
5. Перемістіть і зафіксуйте задню бабку в потрібне положення.
6. Перш ніж увімкнути верстат, поверніть шпиндель вручну, щоб переконатися, що деталі не заважають обертанню шпинделя.
7. Почніть отвір, використовуючи плямистість або центральний прикус інструменту.
8. При використанні центрального свердла завжди використовуйте разом з ним охолоджуючу рідину.
9. Центральне свердло не ріжеться так легко, як свердло б, оскільки воно має неглибокі канавки для додаткової жорсткості.
10. Просвердлите повз всю конусність, щоб створити воронку для направлення долота.
11. Встановіть свердло в шпиндель задньої бабки, в патрон дриля або в тримачі свердла.
12. Встановіть токарний верстат на належну швидкість типу матеріалу, який потрібно свердлити.
13. Запустіть токарний верстат і свердлите на потрібну глибину відповідно до креслення креслення, застосовуючи охолоджуючу рідину.
14. Щоб виміряти глибину отвору, використовуйте градуювання на шпинделі задньої бабки або використовуйте сталеве правило для вимірювання глибини.
15. Використовуйте операцію свердла для видалення стружки та вимірювання глибини отвору.
16. Під час свердління зніміть не більше одного або двох діаметрів свердла, який коштує матеріалу, перш ніж відступати, очищати стружку та повторно застосовувати ріжучу рідину.
17. Якщо свердло скрипить про запас, нанесіть більше охолоджуючої рідини.
18. Щоб зняти патрон свердла з задньої бабки, відведіть його назад приблизно на чверть обороту більше, ніж він легко піде.
19. За допомогою штифта видавлюємо патрон з цанги.
нудний
Розточування - це операція для точного збільшення та обробки отворів. Випробування отвору шляхом видалення матеріалу з внутрішніх поверхонь за допомогою одноточкового різака. Отвори спеціального діаметру, для яких немає свердла, можна виготовити розточуванням.
Розточування використовує ріжучий інструмент з однією точкою для збільшення отвору. Ця операція передбачає більш точне і концентричне отвір, на відміну від свердління.
Оскільки фреза виходить від верстата від розточувальної штанги, інструмент не так добре підтримується, що може призвести до балаканини. Чим глибше нудна операція, тим гірше балаканина. Щоб виправити це:
1. Зменшити частоту обертання шпинделя.
2. Збільшити корм.
3. Нанесіть більше охолоджуючої рідини.
4. Скоротіть звис розточувальної планки.
5. Шліфуйте менший радіус на носі інструменту.
Порядок дій:
1. Монтуємо заготовку в патрон.
2. Лицьовою стороною, точково і просвердлите отвір на заготівлі.
3. Перевірте, чи достатньо зазору на розточувальної планці.
- Якщо отвір занадто малий для розточувальної штанги, стружка заклинить під час обробки і переміщує планку поза центром.
4. Переконайтеся, що точка розточувального інструменту є єдиною частиною фрези, ніж контактує з внутрішньою поверхнею заготовки.
5. Якщо кут не забезпечує достатнього торцевого рельєфу, замініть фрезу на ту, яка має більш гострий кут.
6. Розташуйте розточувальну планку так, щоб точка різака розташовувалася з центральною лінією штока.
7. Інструмент, який не розміщений на одній лінії з центром заготовки, буде тягнути по поверхні запасу, навіть якщо є достатній кут торцевого рельєфу.
8. Виберіть розточувальну планку якомога більше і нехай вона виходить за межі тримача, достатньо лише для того, щоб очистити глибину отвору, яке потрібно просвердлити.
9. Встановіть тримач і розточувальний інструментальний брусок за допомогою різака на лівій стороні стійки інструменту і обертаючи заготовку.
10. Встановіть розточувальний інструмент по центру.
- Примітка: Залежно від жорсткості установки, свердлильний інструмент буде мати тенденцію пружинитися вниз, коли тиск застосовується до ріжучої кромки. Встановивши розточувальний інструмент трохи вище центру, компенсація була зроблена для низхідної пружини, і долото інструменту фактично буде розташовуватися на точному центрі заготовки під час операцій обробки.
11. Встановіть на токарному верстаті належну швидкість різання і подачу. a. Примітка: Для подачі оберіть середню швидкість подачі.
12. Нанесіть мастило на отвір перед включенням машини.
13. Увімкніть верстат і перемістіть інструмент в попередньо просвердлений отвір.
14. Запустіть токарний верстат і повільно підведіть розточувальний інструмент до тих пір, поки він не торкнеться внутрішнього діаметра отвору.
15. Візьміть легкий зріз (близько 0,003 дюйма) і довжиною близько -375.
16. Зупиніть токарний верстат і виміряйте діаметр отвору, використовуйте телескопічний калібр або внутрішній мікрометр.
17. Вимірявши отвір, визначте кількість матеріалу, який потрібно видалити з отвору. Залиште близько 0,20 в чистовому розрізі.
18. Запустіть токарний верстат і візьміть чорновий зріз.
19. Подавайте розточувальний брус в заготовку, знімаючи близько 0,20 на кожному проході.
20. Виведіть розточувальну планку після досягнення бажаної глибини.
21. Повторюйте кроки 19 і 20, поки не буде досягнутий потрібний діаметр внутрішнього отвору.
22. Після завершення чорнового різання зупиніть токарний верстат і виведіть свердло інструменту з отвору, не рухаючи ручку поперечної подачі.
23. Встановіть глибину фінішного вирізу і просвердлите отвір за розміром. Для гарної обробки поверхні рекомендується тонка подача.
24. На останньому проході зупиніться на потрібній глибині і поверніть різак назад до центру штока. Це буде звернена до задньої частини пройми.
25. Виведіть розточувальну планку з верстата і зупиніть машину.

Малюнок 4. Розточування на токарному верстаті
накатка
1. Накатка - це піднятий відбиток на поверхні заготовки, вироблений двома загартованими валками.
2. Накатки зазвичай є одним з двох візерунків: алмазні або прямі.
3. Поширені візерунки накатки - дрібні, середні або грубі.
4. Алмазний візерунок утворений правою і лівою спіраллю, встановленою в самоцентрирующейся головці.
5. Використовується для поліпшення зовнішнього вигляду деталі та забезпечення хорошої поверхні захоплення важелів та ручок інструменту.
6. Поширені візерунки накатки - дрібні, середні або грубі.
7. Прямий візерунок, утворений двома прямими рулонами, використовується для збільшення розміру деталі для преса підходить для легких застосувань.
8. Використовуються три основні типи накатки інструментальних тримачів: тримач шарнірного шарніра, тримач обертової головки та тримач для стрейдла.
9. Накатка найкраще працює на заготовках, встановлених між центрами.
10. Накатки не ріжуть, а витісняють метал високим тиском.
11. Змащення важливіше, ніж охолодження, тому ріжуче масло або мастило є задовільним.
12. Для накатки використовуються низькі швидкості (приблизно такі ж, як і для нарізування різьблення) і подача приблизно від 0,010 до 0,20 дюйма.
13. Накатки повинні бути зосереджені на заготівлі вертикально і накатки інструментального тримача квадрат з роботою.
14. Накатку слід завести в м'який метал приблизно на половину глибини і перевірити візерунок.
15. Для завершення накатки може знадобитися кілька проходів на тонкій заготівлі, оскільки інструмент має тенденцію відштовхувати її від накатки.
16. Накатки слід чистити дротяною щіткою між проходами.

Малюнок 5. накатка
Порядок дій:
1. Встановіть накатний інструмент у тримач інструменту та відрегулюйте його до точної центральної лінії шпинделя токарного верстата.
2. Розташуйте і закріпіть накатний інструмент на 90 градусів до поверхні накатки.
3. Перемістіть каретку токарного верстата вручну і знайдіть ділянку на заготівлі, яку потрібно накатати.
4. Поверніть головку накатки для індексу до правильного набору накатки.
5. Розмістіть накатки до правого краю роботи так, щоб половина накатки контактувала з правим краєм заготовки.
6. Нанесіть на роботу масло для різання.
7. Поверніть шпиндель приблизно на 100 об/хв і використовуйте маховик з поперечною подачею, щоб перемістити накатний інструмент в роботу. Це повинно бути приблизно 0,030 дюймів, або поки накатки не доріжуть і утворюють хороший візерунок.
8. Залучіть подачу потужності токарного верстата для переміщення каретки до бабки зі швидкістю подачі від 0,010 до 0,020 дюймів за оборот.
9. Нанесіть масло за потребою і щіткою накатаний ділянку жорсткою щіткою, щоб очистити стружку від накатки.
10. Коли накатки досягають кінця області накатки, поверніть напрямок подачі каретки напрямку подачі і подайте накатки в роботу ще 0,005 до 0,010 дюймів.
11. Продовжуйте накатку вперед і назад, поки не розвинеться гострий алмаз.
Відрізки та обробки канавок на токарному верстаті
Призначення проділу і обробки канавок:
Бувають випадки, коли ви можете захотіти вирізати шматок з кінця заготовки, або ви можете захочете вирізати паз у заготовці.
Оброблення канавок, яке зазвичай називають поглибленням, підрізуванням або шийкою, часто робиться в кінці різьби, щоб забезпечити повний хід гайки до плеча або на краю плеча, щоб забезпечити належне прилягання сполучених деталей. Існує три види пазів: квадратні, круглі і П-подібні.
Закруглені канавки зазвичай використовуються там, де є напруга на деталі, і де квадратний кут призведе до розриву металу.
Вирізати канавку
Порядок дій:
1. Виберіть біту інструменту до потрібного розміру і необхідної форми канавки.
2. Викладіть місце розташування паза.
3. Встановіть токарний верстат на половину швидкості для точіння.
4. Монтуємо заготовку в токарному верстаті.
5. Встановіть біт інструменту на висоту центру.
6. Повільно подайте долото інструменту в заготовку за допомогою ручки поперечної подачі.
7. Нанесіть багато ріжучого масла на точку ріжучого інструменту. Для того, щоб різ не засліпив в паз. Якщо розвивається балаканина, зменшіть швидкість обертання шпинделя.
8. Зупиніть токарний верстат і перевірте глибину паза.
9. Повторюйте процедури 6-7 до тих пір, поки робота не буде розрізана на потрібну глибину.
Малюнок 6. Різання канавки
Розставання
Для різання заготовки використовуються відрізні інструменти, часто звані продільними інструментами. Існує три види продільних інструментів. Інструмент для проділу складається з прямого тримача, лівої руки зміщення та праворуч зміщене вставлене лезо є найбільш часто використовуваними.
Є дві загальні проблеми в розставанні, балаканині та обіймах. Балакування виникає, коли інструмент недостатньо міцно тримається, будь-яка нещільність інструменту, тримача або будь-якої частини самого токарного верстата робить відрізання важким, нерівномірним і часто неможливим. Обіймати означає, що інструмент має тенденцію копатися в заготівлі, як правило, підніматися над верхньою частиною ріжучої кромки. Зазвичай це відламує долото інструменту або руйнує заготовку. Обіймання зазвичай викликається, коли інструмент для розставання встановлений занадто високо або занадто низько.
• Інструменти для розбору вужчі, але глибші, ніж токарні інструменти. Розрізні інструменти використовуються для створення звужених пазів і відрізаних частин штока.
• Тримач інструменту повинен ледве очищати заготовку, коли встановлений інструмент для розбору.
• Переконайтеся, що інструмент проділу перпендикулярний осі обертання.
• Переконайтеся, що кінчик інструменту тримається на тій же висоті, що і центр запасу. Утримання інструменту на лицьовій стороні деталі може допомогти в цьому.
• Встановіть висоту інструменту, покладіть його на обличчя деталі та зафіксуйте інструмент на місці. Не забудьте застосовувати охолоджуючу рідину, особливо при глибокому розрізі.
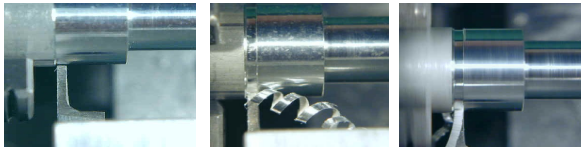
Малюнок 7. Розставання
Порядок дій:
1. Встановіть заготовку в патрон з відрізаною деталлю якомога ближче до патрону.
2. Встановіть інструмент для проділу на лівій стороні складової опори з ріжучою кромкою, встановленою по центру.
3. Помістіть тримач якомога ближче до стійки інструменту, щоб запобігти вібрації та балаканину.
4. Відрегулюйте біту інструменту. Біта інструменту повинна відходити від держателя на відстань, рівну трохи більше половини діаметра заготовки. Відрегулюйте обороти в хвилину (об/хв) приблизно на ⅔ швидкості для повороту.
5. Відзначте місце зрізу.
6. Перемістіть ріжучий інструмент в положення.
7. Запустіть токарний верстат і повільно подайте відрізний інструмент в заготовку вручну. Тримайте ручку поперечної подачі обома руками, щоб годувати стабільно і рівномірно. Нанесіть багато ріжучого масла.
8. Коли заготівля становить близько ¼ дюйма, хороша практика трохи переміщати інструмент для проділу вбік. Цей бічний рух розрізається трохи ширше, щоб не допустити заклинювання інструменту.
9. Щоб уникнути балаканини, тримайте різання інструменту та послідовно застосовуйте ріжуче масло під час роботи. Подавайте повільно, коли частина майже відрізана.
10. Продовжуйте просуватися інструментом, поки він не досягне центру заготовки. У міру наближення заготовку підвішують тонким стеблом з металу.
11. Кінець заготовки, який ви відрізали, як правило, матиме досить грубу обробку і трохи стебла металу, що виступає з кінця. Див. Малюнок 19 нижче.
12. Останнім кроком це змонтувати цей шматок в патрон і зробити облицювальний зріз, щоб зачистити кінець. Однією з проблем цього кроку є те, що кулачки патрона можуть затиснути готову заготовку. Якщо уважно подивитися на цифру 20 нижче, то насправді можна побачити відбиток губок патрона. Щоб цього уникнути, можна було загорнути заготовку в тонку смужку паперу пам'яті, або аналогічного захисного матеріалу, перш ніж затиснути її.
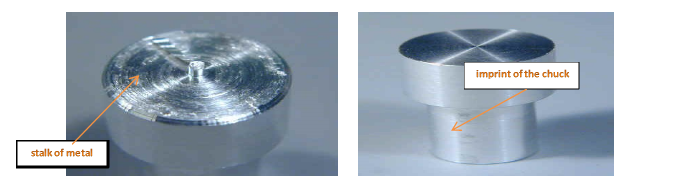
Малюнок 8. Обрізка заготовки Малюнок 9. Готова заготівля
Вирівнювання токарних центрів
Для отримання паралельного діаметра при обробці роботи між центрами важливо, що це, два токарні центри повинні бути на одній лінії один з одним і працювати вірно з центральною лінією токарного верстата. Якщо центр не вирівняний, оброблювана робота буде звужуватися.
Існує три методи вирівнювання токарних центрів:
1. За допомогою вирівнювання осьових ліній на задній частині хвоста запас один з одним. Це лише візуальна перевірка і тому не для точності.
2. Метод пробного різання, де з кожного кінця роботи береться невеликий зріз і вимірюється діаметр мікрометром.
3. Вирівнювання центрів за допомогою індикатора набору.
Спосіб 1. Вирівняти центри можна за допомогою регулювання задньої бабки.
Порядок дій:
1. Послабте хомут задньої бабки не або важіль.
2. Послабте один з регулювальних гвинтів з лівого або правого боку, в залежності від напрямку хвостового шток повинен бути переміщений. Затягніть інший регулювальний гвинт до тих пір, поки лінія на верхній половині хвостового запасу точно не вирівняється з лінією на нижній половині.
3. Затягніть ослаблений регулювальний гвинт, щоб зафіксувати обидві половини задньої бабки на місці.
4. Зафіксуйте гайку або важіль затиску задньої бабки
Спосіб 2. Для вирівнювання центру слід вирізати методом.
Порядок дій:
1. Візьміть легкий зріз приблизно 0,010 до справжнього діаметра, від секції А на кінці задньої бабки довжиною .250 дюйма.
2. Зупиніть подачу і зауважте читання на градуйованому комірі ручки поперечної подачі.
3. Перемістіть ріжучий інструмент впритул до кінця бабки.
4. Піднесіть ріжучий інструмент близько до тієї ж установки коміра, що і крок 1 (розділ А).
5. Поверніть ріжучий інструмент до тієї ж установки коміра, що і крок 1. (Розділ A)
6. Виріжте довжину .250 на секції B, а потім зупиніть токарний верстат.
7. Виміряйте обидва діаметра мікрометром.
8. Якщо обидва діаметри не однакові за розміром, відрегулюйте задню бабку або в бік або від ріжучого інструменту на половину різниці двох показань.
9. Візьміть ще один легкий зріз на секції A та B. Виміряйте ці діаметри та відрегулюйте задню бабку, якщо потрібно.
Спосіб 3. Вирівнювання центрів за допомогою індикатора набору.
Порядок дій:
1. Очистіть токарний верстат і робочі центри і змонтуйте індикатор набору.
2. Щільно відрегулюйте тестову планку між центрами та затягніть затискач шпинделя задньої бабки.
3. Встановіть індикатор набору на стовп інструменту або каретку токарного верстата. Переконайтеся, що поршень індикатора паралельний станині токарного верстата і що точка контакту встановлена по центру.
4. Відрегулюйте поперечне ковзання так, щоб індикатор реєстрував близько 0,025 дюйма на кінці задньої бабки.
5. Перемістіть каретку вручну так, щоб індикатор перевірки реєстрував діаметр на кінці бабки і зауважте показання тестового індикатора.
6. Якщо обидва показання тестового індикатора не однакові. Відрегулюйте задню бабку регулювальним гвинтом до тих пір, поки індикатор не зареєструє однакові показання на обох кінцях.
Розрахунки конусності
Розрахувати конусність на фут (tpf). Необхідно знати довжину конусності, великого і малого діаметра.
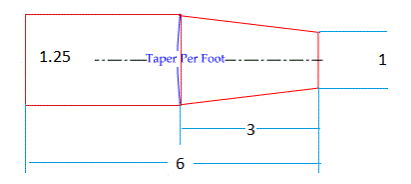
Малюнок 10. Основна частина дюймової конусності
Формула:
Tpf = ((D) /довжина конусності) х 12
Приклад:
Тпф = ((1,25 — 1)/3) х 12 = (0,25/3) х 12 = 1 дюйм.
Розрахунки зміщення задньої бабки
При розрахунку зміщення хвостового запасу необхідно знати конусність на ногу і загальна довжина заготовки.
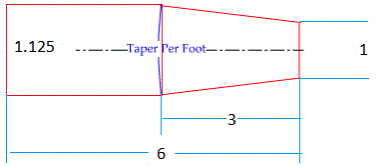
Малюнок 11. Розміри заготовки, що має конусність
Формула:
Зсув задньої бабки = (tpf x загальна довжина заготовки) /24
Приклад:
1. Знайти tpf:
тпф = ((1,125 — 1) х 12)/3 = (0,125 х 12)/3 = 0,5 дюйма.
2. Знайдіть зсув задньої бабки:
Зсув задньої бабки = (0,5 х 6)/24 = 3/24 = 0,125 дюйма.
У деяких випадках, коли немає необхідності знаходити конусність на ногу, можна використовувати наступну спрощену формулу.
Формула:
Зсув задньої бабки = (OL/TL) x ((D-d)/2)
OL = Загальна довжина заготовки
TL = довжина конічного перерізу
D = кінець великого діаметра
d = кінець малого діаметра
Приклад:
Зсув задньої бабки = (6/ 3) х ((1,125-1)/2) = 0,125
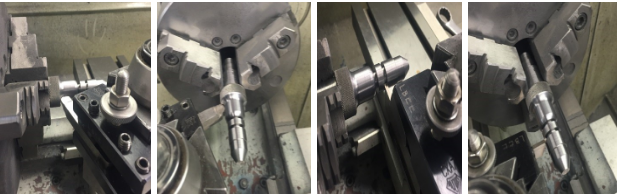
конусність Токарний
Використання сполученого відпочинку для отримання коротких або крутих конусів. Біт інструменту повинен подаватися вручну, використовуючи ручку подачі спокою.
Виріжте конусний виробник за допомогою сполученого відпочинку
Порядок дій:
1. Зверніться до креслення креслення для кількості конусності, необхідної в градусах.
2. Послабте з'єднання гвинтів фіксації спокою.
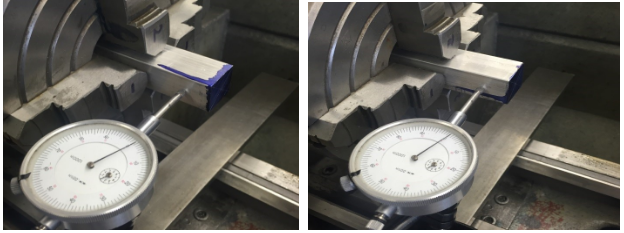
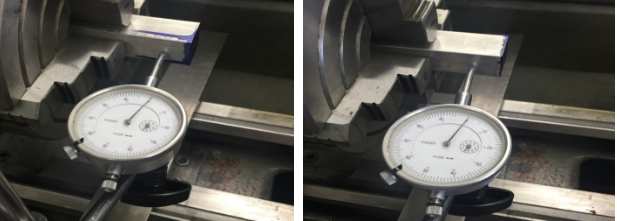
3. Поверніть з'єднання упору під потрібним кутом. (Див. Першу картинку)
4. Затягніть з'єднання упор стопорними гвинтами.
5. Відрегулюйте долото інструменту по центру та подайте долото ріжучого інструменту, використовуючи гвинт подачі спокою.
6. Перевірте конусність на розмір і підгонку.
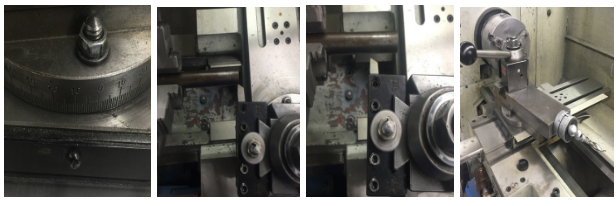
Малюнок 12. Конічна токарна операція
Справжня заготовка в 4-кулачковому патроні
1. Циферблат або тестовий індикатор слід використовувати щоразу, коли оброблений діаметр повинен бути вирівняний з точністю до тисячних часток дюйма.
2. Порядок дій:
3. Вставте заготовку в 4-кулачковий патрон і вірно це приблизно, використовуючи або крейда, або метод поверхневого калібрування.
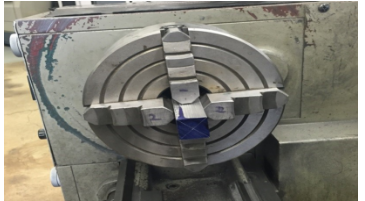
4. Вмонтувати індикатор, в стовп інструменту токарного верстата.

5. Встановіть шпиндель індикатора в горизонтальне положення з точкою контакту, встановленою на центральну висоту.

6. Піднесіть точку індикатора до діаметра заготовки так, щоб вона реєструвала близько 0,020 і обертаємо шпиндель токарного верстата вручну.
7. Під час обертання токарного верстата зверніть увагу на найвищі та найнижчі показання на індикаторі набору.
8. Трохи послабити патрон губок при найнижчому показанні, і затягніть щелепу на високому показанні, поки робота не буде переміщена на половину різниці між двома показаннями індикатора.
Сторона 1. Ліва і права сторона
9. Продовжуйте регулювати тільки ці дві протилежні щелепи, поки індикатор не зареєструє обидві щелепи. Нехтуйте показаннями індикатора на роботі між цими двома щелепами.
10. Відрегулюйте інший набір протилежних губок таким же чином, поки індикатор не зареєструє те ж саме в будь-якій точці окружності заготовки.
Сторона 2. Ліва і права сторона
11. Затягніть всі губки рівномірно, щоб міцно закріпити заготовку.
12. Поверніть шпиндель токарного верстата вручну і перевірте показання індикатора.
ОДИНИЦЯ ВИПРОБУВАННЯ
1. З'єднаний упор встановлюється під яким кутом?
2. Поясніть різницю між чорновим і фінішним токарним.
3. Чи повинна бути встановлена точка інструменту вище, або в центрі осі шпинделя при прийнятті торцевого розрізу?
4. Яке призначення облицювання?
5. Чому ми точково свердлимо заготовку?
6. Яка мета нудності?
7. Назвіть три види продільних інструментів.
8. Назвіть три методи вирівнювання центрів токарного верстата.
9. Обчисліть зсув для конусності, якщо D = 2, d = 1, OL=6 і TL = 3. Формула така:
Зсув = (ОЛ х (Д-д))/(2 х ТЛ)
10. Будь ласка, опишіть виробника для зрізу конуса.