8.4: Блок 4: Мова та структура ЧПУ
- Page ID
- 102697
ОБ'ЄКТИВНИЙ
Після завершення цього блоку ви повинні мати можливість:
- Визначте інструкції списку програм.
- Зрозумійте формат програми
- Опишіть адреси листів Коди команд
- Опишіть визначення коду спеціальних символів.
- Зрозумійте коди G & M.
Програми ЧПУ перераховують інструкції, які слід виконати в тому порядку, в якому вони написані. Вони читають як книжку, зліва направо і зверху вниз. Кожне речення в програмі ЧПУ написано в окремому рядку, званому Блоком. Блоки розташовані в певній послідовності, що сприяє безпеці, передбачуваності і читабельності, тому важливо дотримуватися стандартної структури програми.
Блоки розташовуються в наступному порядку:
- Старт програми
- Завантаження інструменту
- шпиндель на
- Охолоджуюча рідина
- Швидке позиціонування над частиною
- Операція механічної обробки
- Охолоджуюча рідина
- шпиндель Off
- Переміщення в безпечне положення
- Завершення програми
Перераховані вище кроки являють собою найпростіший тип програми ЧПУ, де використовується тільки один інструмент і виконується одна операція. Програми, які використовують кілька інструментів, повторюють кроки від двох до дев'яти для кожного.
Таблиця 3 та Таблиця 4 в розділі G & M Codes показують найпоширеніші коди G і M, які слід запам'ятати, якщо це можливо.
Як і будь-яка мова, мова G-коду має правила. Наприклад, деякі коди є модальними, тобто їх не потрібно повторювати, якщо вони не змінюються між блоками. Деякі коди мають різне значення в залежності від того, як і де вони використовуються.
Хоча ці правила висвітлені в цій главі, не варто займатися вивченням кожного нюансу мови. Це робота роботи програмного забезпечення CAD/CAM Post Processor для правильного форматування та написання програми ЧПУ.
Формат програми
Програма в таблиці 1: нижче верстатів квадратний контур і свердлити отвір.
Блок | Опис | Призначення |
% O1234 (T1 0.25 КІНЦЕВА ФРЕЗА) Г17 Г20 Г40 Г49 Г80 Г90 | Початок програми. Номер програми (назва програми). Опис інструменту для оператора. Запобіжний блок для забезпечення роботи машини в безпечному режимі. | Почати програму |
Т1 М6 С9200 М3 | Інструмент завантаження #1. Швидкість обертання шпинделя 9200 об/хв, на CW. | Інструмент «Змінити» |
G54 М8 Г00 Х-0,025 У-0,275 Г43 З1.Х1 Z0.1 Г01 З-0.1 Ф18. | Використовувати зсув арматури #1. Охолоджуюча рідина на. Швидка над частиною. Швидко до безпечної площини скористайтеся інструментом Зсув довжини #1. Швидка подача площині. Лінія переміщається на глибину різання при 18 IPM. | Перейти на позицію |
Г41 Г0,1 Д1 Ф36. Y2.025 Х2.025 Y-0,025 Х-0,025 Г40 Х-0,4 Г00 З1. | CDC ліворуч, свинцевий в лінії, Діа. Зсув #1, 36 ІПМ. Переміщення лінії. Переміщення лінії. Переміщення лінії. Переміщення лінії. Вимкніть CDC з виведенням ходу. Швидкий до безпечного літака. | Контурна машина |
М5 М9 (T2 0.25 СВЕРДЛО) Т2 М6 С3820 М3 | Шпиндель вимкнено. Вимкнення охолоджуючої рідини. Опис інструменту для оператора. Інструмент завантаження #2. Швидкість обертання шпинделя 3820 об/хв, на CW. | Інструмент «Змінити» |
М8 Х1. Y1. Г43 З1.Х2 З0.25 | Охолоджуюча рідина на. Швидкий над отвором. Швидка до безпечної площини, використовуйте інструмент Зсув довжини 2. Швидка подача площині. | Перейти на позицію |
Г98 Г81 З-0,325 Р0,1 Ф12. G80 Z1. | Цикл свердління отвору (консервоване), Глибина Z-.325, F12. Скасувати цикл свердління. Швидкий до безпечного літака. | Свердло отвір |
М5 М9 Г91 Г28 З0 Г91 Г28 Х0 G90 М30 % | Шпиндель вимкнений. Вимкнення охолоджуючої рідини. Повернення до положення машини Головна в Z. Повернення до положення машини Головна в XY. Скидання в режим абсолютного позиціонування (для безпеки). Скидання програми до початку. Кінець програми. | Завершити програму |
Літерна адреса Команди Коди
Командний блок управляє верстатом за допомогою використання команд літери адреси. Деякі використовуються не один раз, і їх значення змінюється виходячи з того, що G-код з'являється в одному і тому ж блоці.
Коди є або модальними, що означає, що вони залишаються в силі до скасування або зміни, або немодальні, що означає, що вони діють тільки в поточному блоці. Як бачите, багато листів адреси вибираються логічно (Т для інструменту, S для шпинделя, F для швидкості подачі і т.д.).
У таблиці нижче наведено найпоширеніші коди команд Letter Address.
Таблиця 2: Коди команд адреси букв
Змінна | Опис | Визначення |
A | Абсолютне або додаткове положення Axis (вісь обертання навколо осі X) | A, B, C - 4th/5-й осі обертального руху Обертання навколо осі X, Y або Z відповідно.Кут знаходиться в градусах і точності до трьох знаків після коми. |
Б | Абсолютне або додаткове положення осі B (вісь обертання навколо осі Y) | Те саме, що і A |
C | Абсолютне або додаткове положення осі C (вісь обертання навколо осі Z) | Те ж саме, що B |
D | Визначає діаметр або радіальне зміщення, що використовується для компенсації різця | Використовується для компенсації зносу та відхилення діаметра інструмента.D супроводжується цілим числом, яке є таким же, як і номер інструменту (T5 використовує D5 тощо). Не використовується десяткова крапка. Він завжди використовується в поєднанні з G41 або G42 і XY хід (ніколи не дуга). При виклику елемент управління зчитує регістр і зміщує траєкторію інструменту вліво (G41) або вправо (G42) на значення в регістрі. |
Е | Точність подачі для нарізування різьблення на токарних верстатах | |
F | Визначає швидкість подачі | Встановлює швидкість подачі при обробці ліній, дуг або циклів свердління. Швидкість подачі може бути в дюймах на хвилину (режим G94) або зворотний час (режим G93). Швидкість подачі може становити до трьох десяткових знаківточності (для тактів крана) і вимагати десяткової крапки. |
Г | Адреса для підготовчих команд | Команди G часто повідомляють керуванню, який тип руху потрібен (наприклад, швидке позиціонування, лінійна подача, кругова подача, фіксований цикл) або яке значення зміщення використовувати. Г02 Х2.Й2.І.50М0. |
Ч | Визначає зсув довжини інструменту; Інкрементна вісь, що відповідає осі C (наприклад, на токарній фрезі) | Цей код викликає регістр зсуву довжини інструменту (TLO) на елементі керування. Елемент керування поєднує значення TLO та Fixture Offset Z, щоб знати, де інструмент по відношенню до datum.It завжди супроводжується цілим числом (H1, H2 тощо), координатою G43 та Z. |
Я | Визначає розмір дуги по осі X для дугових команд G02 або G03. Також використовується як параметр протягом деяких фіксованих циклів. | Для дугових переміщень (G2/G3) це додаткова відстань X від початкової точки дуги до центру дуги. Деякі цикли свердління також використовують I як додатковий параметр. |
J | Визначає розмір дуги по осі для дугових команд G02 або G03. Також використовується як параметр протягом деяких фіксованих циклів. | Для дугових переміщень (G2/G3) це додаткова Y-відстань від початкової точки дуги до центру дуги. Деякі цикли свердління також використовують J як додатковий параметр. |
К | Визначає розмір дуги по осі Z для дугових команд G02 або G03. Також використовується як параметр в межах деяких фіксованих циклів, рівних L адресою. | Для anarcmove (G2/G3) це додаткова Z-відстань від початкової точки дуги до центру дуги. У площині G17 це додаткове Z-відстань для гвинтових ходів. Деякі цикли свердління також використовують J як додатковий параметр. |
Л | Фіксована кількість циклів циклу; Специфікація того, який реєстр редагувати за допомогою G10 | Кількість циклів фіксованого циклу: Визначає кількість повторень («петель») фіксованого циклу на кожній позиції.Припускається, що дорівнює 1, якщо не запрограмовано іншим цілим числом.Іноді K addressis використовується замість L. З інкрементним позиціонуванням (G91), серія однаково розташованих отворів може бути запрограмована як цикл, а не як індивідуальні позиції.G10 Використання: Специфікація того, який регістр редагувати (робочі зсуви, зміщення радіуса інструменту, зміщення довжини інструменту тощо). |
М | Різна функція | Завжди супроводжується цілим числом, що визначає його значення.У кожному блоці коду допускається лише один M-код. Розширені визначення M-кодів з'являються далі в цьому розділі. |
П | Номер рядка (блоку) в програмі; Номер системного параметра, який потрібно змінити за допомогою G10 | Номери блоків можуть полегшити читання програми ЧПУ. Вони рідко потрібні для програм, створених CAD/CAM, без підпрограм. Оскільки вони займають контрольпам'ять, більшість 3D-програм не використовують номери блоків. Числа блоків - це цілі числа довжиною до п'яти символів без десяткової крапки. Вони не можуть з'являтися перед символом початку/кінця стрічки (%) і зазвичай не з'являються перед блоком лише коментарів. |
O | Назва програми | Програми зберігаються на контролі за їх номером програми. Це ціле число, яке передує буква О і не має десяткових знаків. |
Р | Служить адресою параметрів для різних кодів G і M | Зупинка (затримка) у секундах. Супроводжується G4, якщо не використовується протягом певних циклів свердління. |
Q | Пек приросту в консервованих циклах | Покрокова відстань подачі на прохід у циклі свердління. |
Р | Визначає розмір радіуса дуги або визначає висоту втягування в консервованих циклах | Дуги можна визначити за допомогою радіуса дуги R або I, J, Kвекторів. IJK є більш надійними, ніж R, тому рекомендується використовувати їх замість них. Ris також використовується циклами свердління як значення зворотної площини Z. |
S | Визначає швидкість, швидкість шпинделя або швидкість поверхні залежно від режиму | Швидкість обертання шпинделя в оборотах в хвилину (об/хв). Це ціле значення без десяткового числа, і завжди використовується в поєднанні з M03 (шпиндель на CW) або M04 (шпиндель на CCW). |
Т | Вибір інструменту | Виділяє інструмент. Це ціле значення, яке завжди супроводжується M6 (код зміни інструменту). |
У | Інкрементна вісь, що відповідає осі X (зазвичай лише елементи керування токарного верстата групи А) Також визначає час перебування на деяких машинях. | У цих елементах управління X і U уникають G90 і G91 відповідно. На цих токарних верстатах G90 замість цього є фіксованою адресою циклу для чорнової обробки. |
V | Інкрементна вісь, що відповідає осі Y | До 2000-х років V-адреса використовувалася дуже рідко, тому що більшість токарних верстатів, які використовували U іWDне мали осі Y, тому вони не використовували V. (Green et al 1996 навіть не перерахували V у своїй таблиці адрес.) Це все ще часто трапляється, хоча розповсюдження інструментів для токарних верстатів та токарно-фрезерної обробки зробило використання адреси V менш рідкісним, ніж це було раніше (Smid2008 показує приклад). |
Ш | Інкрементна вісь, що відповідає осі Z (зазвичай лише елементи керування токарного верстата групи А) | У цих елементах управління Z і W ухиляються від G90 і G91 відповідно. На цих токарних верстатах G90 замість цього є фіксованою адресою циклу для чорнової обробки. |
Х | Абсолютне або інкрементне положення осі X. | Дані координат для осі X. Допускається до чотирьох місць після десяткових знаків, а кінцеві нулі не використовуються. Координати є модальними, тому немає необхідності повторювати їх в наступних блоках, якщо вони не змінюються. |
У | Абсолютне або інкрементне положення осі Y | Дані координат для осі Y. Г01 Й2.250 Ф20. |
Z | Абсолютне або інкрементне положення осі Z | Дані координат для осі Z. |
Визначення коду спеціальних символів
Нижче наведено список часто використовуваних спеціальних символів, їх значення, використання та обмеження.
% — Початок або Кінець програми
Всі програми починаються і закінчуються з% на блоці самі по собі. Цей код називається символом перемотування стрічки (затримка з днів, коли програми завантажувалися за допомогою паперових стрічок).
() - Коментарі
Коментарі до оператора повинні бути всі кришки і укладатися в дужки. Максимальна довжина коментаря становить 40 символів, а всі символи мають великі літери.
(T02:5/8 КІНЦЕВА ФРЕЗА)
/— Блокувати Видалення
Коди після цього символу ігноруються, якщо увімкнено перемикач Block Delete на елементі керування.
/М00
; — Кінець блоку
Цей символ не видно, коли програма ЧПУ читається в текстовому редакторі (повернення каретки), але з'являється в кінці кожного блоку коду, коли програма відображається на управлінні верстатом.
Н8 З0,750;
G & M коди
Коди G&M складають більшу частину вмісту програми ЧПУ. Далі розглянуто визначення кожного класу коду та конкретні значення найважливіших кодів.
G-коди
Коди, які починаються з G, називаються підготовчими словами, оскільки вони готують машину до певного типу руху.
Таблиця 3: G-код
Код | Опис |
Г00 | Швидкий рух. Використовується для позиціонування машини для нефрезерних ходів. |
G01 | Рух лінії з заданою швидкістю подачі. |
G02 | За годинниковою стрілкою. |
G03 | Дуга проти годинникової стрілки. |
G04 | Оселитися. |
G28 | Повернення в домашнє положення машини. |
G40 | Компенсація діаметра різака (CDC) вимкнено. |
G41 | Компенсація діаметра різака (CDC) зліва. |
G42 | Компенсація діаметра різака (CDC) праворуч. |
G43 | Зсув довжини інструменту (TLO). |
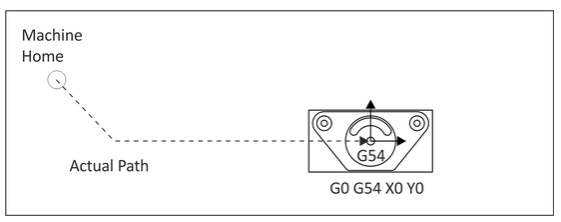
G54 | Зсув світильника #1. |
G55 | Зсув світильника #2. |
G56 | Зсув світильника #3. |
G57 | Зсув світильника #4. |
G58 | Зсув світильника #5. |
G59 | Зсув світильника #6. |
G80 | Скасувати цикл свердління. |
G81 | Простий цикл свердління. |
G82 | Простий цикл свердління з зупинкою. |
G83 | Пек цикл свердла. |
G84 | Цикл крана. |
G90 | Режим програмування абсолютних координат. |
G91 | Покроковий режим програмування координат. |
G98 | Цикл свердління повернеться до початкової точки (R). |
G99 | Повернення циклу свердління до опорної площини (остання висота Z) |
M-коди
Коди, що починаються з М, називаються різними словами. Вони керують допоміжними варіантами машини, такими як охолоджуюча рідина та напрямок ш У кожному блоці коду може з'явитися тільки один M-код.
Таблиця 4: M-коди
Код | Опис |
М00 | Програма Stop.Натисніть кнопку Cycle Start, щоб продовжити. |
М01 | Необов'язкова зупинка. |
М02 | Закінчення програми. |
М03 | Шпиндель за годинниковою стріл |
М04 | Шпиндель на проти годинникової стрілки. |
М05 | Зупинка шпинделя. |
М06 | Змінити інструмент. |
М08 | Охолоджуюча рідина на. |
М09 | Відключення охолоджуючої рідини. |
М30 | Завершіть програму та натисніть Cycle Start, щоб запустити її знову. |
Виберіть визначення G-коду (розширено)
G00 — Швидкий рух
Цей код командує машині рухатися так швидко, як вона може до вказаної точки. Він завжди використовується з координатним положенням і є модальним. На відміну від G01, G00 не координує осі для переміщення по прямій лінії. Швидше, кожна вісь рухається зі своєю максимальною швидкістю, поки не буде задоволена. Це призводить до руху, як показано на малюнку 18 нижче.
Г 0 0 Х 0 . Y0.