1.5: Блок 4: Офсетна розточувальна головка
- Page ID
- 102702
ОБ'ЄКТИВНИЙ
Після завершення цього блоку ви повинні мати можливість:
- Визначте зміщення свердлильної головки
- Поясніть, як правильно налаштувати поворотний стіл.
Офсетна нудна головка
Офсетне розточування - це кріплення, яке підходить до шпинделя фрезерного верстата і дозволяє більшості просвердлених отворів мати кращу обробку та більшу точність діаметра. Зсувна розточувальна головка використовується для створення великого отвору, коли допуски не дозволяють використовувати свердло або не мають достатньо великого свердла або розгортки. Зсувна розточувальна головка може бути використана для збільшення отвору або регулювання центральної лінії отвору в певних випадках.
Безпека:
Переконайтеся, що всі встановлені гвинти щільно перед роботою. Переконайтеся, що офсетна розточувальна головка має зазор, щоб вписуватися в отвір при роз Перед поворотом фрези зніміть шестигранний ключ. Подвійний перевірити швидкість млина перед роботою.
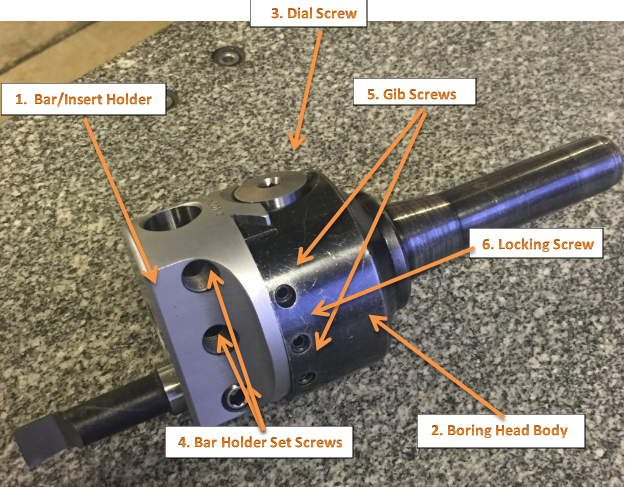
Малюнок 1. Офсетна нудна головка
ОФСЕТНА РОЗТОЧУВАЛЬНА ГОЛОВКА ТА ІНСТРУМЕНТИ
На малюнку 1. показана зміщена розточувальна головка. Зверніть увагу, що розточувальна планка може регулюватися під прямим кутом осі. Ця особливість дає можливість точно розташувати розточувальний фрезу для свердління отворів різного діаметру.
Таке регулювання зручніше, ніж регулювання фрези в тримачі розточувальної штанги або зміна розточувальної планки. Ще однією перевагою офсетной розточувальної головки є той факт, що градуйований мікрометричний комір дозволяє точно переміщати інструмент на задану величину зазвичай з кроком (0,001) без використання циферблатного індикатора або іншого вимірювального приладу.
Офсетна нудна головка
A Розточувальні головки мають три основні компоненти:
- нудна головка тіла
- тримач бару/тримач вставки
- набрати гвинт
Корпус свердлильної головки має чорну оксидну обробку для запобігання іржі. Тримач штанги або тримач вставки (#1) був атласний хромований для зносостійкості. Циферблат гвинта (#3) був точним заземленням, щоб забезпечити точний рух тримача штанги/тримача вставки в гірці хвоста голуба. Напруга стрела була попередньо встановлена на заводі. Два гвинти gib (#5) не повинні бути ослаблені, щоб зробити регулювання розміру. Ці гвинти призначені лише для регулювання тиску гіба і заповнені червоним воском, щоб запобігти випадковому регулюванню. Стопорний гвинт (#6) - єдиний гвинт, який використовується для зміни розміру розточувальної головки.
Регулювання діаметра
Для регулювання діаметра стандартної розточувальної головки Allied Criterion:
1. Відкрутіть стопорний гвинт (#6).
2. Поверніть гвинт циферблата (#3) за годинниковою стрілкою, щоб збільшити діаметр, і проти годинникової стрілки, щоб зменшити діаметр.
3. Затягніть стопорний гвинт (#6). Регулювання стандартних розточувальних головок
Порядок дій:
- Налаштуйте і ретельно вирівняйте роботу паралельно ходу столу.
2. Вирівняйте центр шпинделя фрезерного верстата з орієнтиром на роботі.
3. Визначте місце розташування отвору за допомогою центрального свердла або плямистоподібного інструменту.
4. Просвердлений отвір понад ½ дюйма, переконайтеся, що зсувна розточувальна головка має зазор, щоб вписатися в отвір при розточуванні.
5. Встановіть головку отвору у фрезерний верстат.
6. Встановіть розточувальну планку і затягніть встановлювальний гвинт і послабте гвинт блокування та відрегулюйте розточувальну
7. Повторно перевірте робоче вирівнювання, а також вирівнювання шпинделя з точкою відліку, щоб переконатися, що він не змістився. Якщо якась помилка очевидна, необхідно повторити процедуру 6 перед обробкою.
8. Відрегулюйте швидкість фрезерного верстата для розміру отвору та матеріалу.
9. Залучайте черв'ячний корм на Млин. Принесіть перо до матеріалу. Витягніть ручку, щоб задіяти подачу живлення. Коли на потрібну глибину відсуньте руку назад, щоб відключити подачу, а потім вимкніть млин. Зніміть свердлильну головку з отвору.
10. Закінчити свердловину до необхідного розміру.
ПРИМІТКА: Повторіть процедури 6-9, поки отвір не буде бажаного розміру.
Поворотний стіл
Поворотний стіл можна використовувати для виготовлення дуг і кіл. Наприклад, круглий Т-подібний паз в поворотному підставі для лещата можна зробити за допомогою поворотного столу. Поворотні столи також можуть використовуватися для індексації, де заготівля повинна обертатися на точну величину між операціями. Виготовити зубчасті колеса на фрезерному верстаті можна за допомогою поворотного столу. Розділові пластини полегшують індексацію за допомогою поворотного столу.
Поворотні столи найчастіше монтуються «плоскими», при цьому стіл обертається навколо вертикальної осі, в тій же площині, що і фреза вертикального фрезерного верстата. Альтернативна установка полягає в тому, щоб встановити поворотний стіл на його кінці (або встановити його «плоским» на кутовій пластині 90°), щоб він обертався навколо горизонтальної осі. У цій конфігурації також може використовуватися задня бабка, утримуючи таким чином заготовку «між центрами».
За допомогою столу, встановленого на вторинному столі, заготовка точно центрується на осі поворотного столу, яка, в свою чергу, центрується на осі ріжучого інструменту. Всі три осі, таким чином, коаксіальні. З цієї точки вторинний стіл можна змістити в напрямку X або Y, щоб встановити різаку потрібну відстань від центру заготовки. Це дозволяє проводити концентричні операції механічної обробки на заготівлі. Розміщення заготовки ексцентрично на заданій відстані від центру дозволяє вирізати більш складні криві. Як і в інших установках на вертикальному фрезері, операція фрезерування може бути або свердління серії концентричних, і, можливо, рівновіддалених отворів, або торцеве або торцеве фрезерування або круглих або напівкруглих форм і контурів.
Поворотний стіл може використовуватися:
- Для верстата гайкового ключа на болт
- Просвердлити рівновіддалені отвори на круглому фланці
- Вирізати круглий шматок з виступаючим чубчиком
- Для створення отворів великого діаметру, за допомогою фрезерування на круговій траєкторії інструменту, на невеликих фрезерних верстатах, які не мають можливості керувати великими спіральними свердлами (> 0,500 ″/> 13 мм)
- Для фрезерних спіралей
- Вирізати складні криві (при правильному налаштуванні)
- Вирізати прямі лінії під будь-яким кутом
- Вирізати дуги
- Завдяки додаванню складного столу на верхній частині поворотного столу користувач може переміщати центр обертання в будь-яке місце на вирізаній деталі. Це дозволяє вирізати дугу в будь-якому місці деталі.
- Вирізати кругові шматочки
Налаштування поворотного столу
При використанні поворотного столу на фрезерному верстаті, будь то фрезерування дуги або свердління отворів у певному круговому малюнку, є дві речі, які необхідно зробити, щоб налаштувати заготовку. Спочатку заготовку необхідно відцентрувати на поворотному столі. По-друге, поворотний стіл повинен бути відцентрований під шпинделем. Потім стіл млина можна перемістити на відповідну відстань, і ви можете приступати до різання.
Ви можете спершу відцентрувати стіл під шпинделем, вказавши отвір у центрі столу. Потім можна було змонтувати заготовку на стіл і вказувати заготівлю. При такому підході є дві проблеми. По-перше, ви припускаєте, що отвір в таблиці є істинним і центрованим. Це може бути правдою, а може і не бути. По-друге, такий підхід ризикує своєрідним накопиченням помилок, оскільки ви вимірюєте дві різні функції (отвір поворотного столу та деяку особливість на заготівлі). Спочатку відцентруйте заготовку на поворотному столі, а потім центруйте поворотний стіл під шпинделем.
Щоб відцентрувати заготовку на поворотному столі, обертайте поворотний стіл і стежте за відхиленням покажчика індикатора. Відрегулюйте положення столу фрези (X і Y) за потребою, поки голка більше не відхиляється.
Ви набираєте в поворотний стіл, помістивши контрольний індикатор набору в патрон або цангу в шпинделі, який потім обертається вручну з наконечником індикатора, що контактує з отвором поворотного столу. Якщо вашу машину можна вийняти з передач, це допомагає зробити це, тому шпиндель вільно гойдається. Очевидно, простіше використовувати патрон дриля, ніж цангу, тому у вас є щось, що ви можете легко повернути. Внесіть свої корективи за допомогою сідла та настільних ручок.
Після того, як ви розташували центр (індикатор буде читати так само, як ви обертаєте шпиндель, це дуже гарна ідея встановити обидва циферблати на «0», замість того, щоб позначити якесь випадкове розташування. Переконайтеся, що у вас є люфт встановлений належним чином, теж. Встановіть циферблат читання в позитивному напрямку, щоб було легко відраховувати будь-які зміни, і вам ніколи не доведеться пам'ятати, який спосіб ви обрали, щоб встановити люфт. Я також завжди маркую стіл і сідло восковим олівцем, щоб знати, де знаходиться центр. Це говорить вам, коли припинити поворот ручки, коли «0» приходить навколо, якщо ви хочете повернути стіл до центру, щоб завантажити іншу частину.
Після того, як ви розташували центр столу і встановили циферблати та заблокували стіл та сідло, у вас зазвичай є якась особливість з вашого боку, яку ви хочете, щоб бути центрованим. У деяких випадках це може бути отвір, в інших це може бути зовнішній край круглої частини. У випадку, подібному до будь-якого з них, це звичайна практика використовувати той же індикатор і гойдалки його всередині отвору або периметра деталі. Периметр може зажадати від вас обійти затискачі, що зазвичай може бути досягнуто за допомогою перо, щоб перемістити індикатор вгору досить далеко, щоб очистити їх. Коли ви набираєте частинами до таблиці, яка вже була розташована, ви торкаєтеся деталі навколо, ви не вносите коригування за допомогою ручок сідла або столу. Торкніться деталі після того, як ви трохи затиснули затискачі, щоб вона не рухалася дико. Ви можете досягти практично ідеального розташування таким чином, звичайно, так близько, як машина здатна працювати.
Після того, як заготівля зосереджена на поворотному столі, тепер ви повертаєте шпиндель вручну, таким чином наконечник індикатора змітає внутрішню частину отвору. Відрегулюйте положення столу фрези за потребою, поки не буде відзначено відхилення голки.
Налаштування поворотного столу
Як центрувати шпиндель по центру поворотного столу. Ось деякі методи, які слід використовувати.
Центрувати поворотний стіл за допомогою вертикального фрезерного шпинделя
Дотримуйтесь наступної процедури:
1. Квадратна вертикальна головка зі столом верстата.
2. Встановіть поворотний стіл на стіл фрезерного верстата.
3. Помістіть пробку в центральний отвір поворотного столу.
4. Встановіть індикатор набору в шпиндель фрезерного верстата.
5. За допомогою індикатора набору просто очищаючи верхню частину тестової заглушки, обертайте шпиндель верстата вручну і приблизно вирівняйте вилку зі шпинделем.
6. Наведіть індикатор циферблата в контакт з діаметром вилки і обертайте шпиндель вручну.
7. Відрегулюйте стіл машини поздовжніми (X) та ручками поперечної подачі (Y), поки індикатор циферблату не реєструє руху.
8. Зафіксуйте стіл фрезерного верстата та сідло та перевірте вирівнювання.
9. Відрегулюйте при необхідності.
Спосіб налаштування поворотного столу
 |






Вкажіть джиг

Центрування кондуктора або заготовки по центру поворотного столу. Для цього обертайте поворотний стіл і відрегулюйте заготовку, поки я не отримаю послідовного бігу навколо.
Центрування заготовки за допомогою поворотного столу
Часто доводиться виконувати операцію поворотного столу на декількох однакових заготовках, кожна з яких має оброблений отвір в центрі. Щоб швидко вирівняти кожну заготовку, можна зробити спеціальну заглушку, яка підходить до центрального отвору заготовки і отвору в поворотному столі. Після того, як шпиндель верстата вирівняний з поворотним столом, кожен наступний шматок можна швидко та точно вирівняти, розмістивши його над пробкою.
Якщо залишилося всього кілька штук, які б не виправдали виготовлення спеціальної заглушки, або якщо в заготівлі немає отвору через її центр, для центрування заготовки на поворотному столі можна використовувати наступний спосіб.
1. Вирівняйте поворотний стіл з вертикальним шпинделем головки фрезера.
2. Злегка затисніть заготовку на поворотному столі в центрі. Не переміщайте поздовжню (X) або поперечну подачу (Y) ручки подачі.
3. Вимкніть черв'ячний механізм поворотного столу.
4. Встановіть індикатор набору в шпиндель фрезерного верстата або стіл фрезерного верстата, залежно від заготовки.
5. Принесіть індикатор циферблата в контакт з поверхнею, яку потрібно вказувати, і обертайте поворотний стіл вручну.
6. М'яким металевим бруском постукайте заготовку (подалі від руху індикатора) до тих пір, поки не буде зафіксовано руху на індикаторі при повному обороті поворотного столу.
7. Щільно затисніть заготовку, і ще раз перевірте точність настройки.
Радіус фрезерування
Для фрезерування кінця на заготівлі до певного радіуса або для верстата круглих пазів, що мають певний радіус, слід дотримуватися наступної процедури нижче.
1. Вирівняйте вертикальний фрезерний верстат на 90* до столу.
2. Встановіть індикатор набору в шпиндель фрезерного верстата.
3. Встановіть поворотний стіл на стіл фрезерного верстата.
4. Центруйте поворотний стіл за допомогою шпинделя верстата за допомогою пробної заглушки в столі та індикатора набору на шпинделі.
5. Встановіть поздовжній (X) циферблат подачі та циферблат з поперечною подачею (Y) на нуль.
6. Монтуємо заготовку на поворотний стіл, поєднавши центр радіальних надрізів з центром столу. Для цього може використовуватися спеціальна альтанка. Інший метод полягає в вирівнюванні центру радіального зрізу за допомогою віглера, встановленого в шпинделі верстата.
7. Перемістіть або поперечну подачу, або поздовжню подачу (залежно від того, що зручніше) на величину, рівну необхідному радіусу.
8. Зафіксуйте як стіл, так і сідло.
9. Змонтуйте належну торцеву фрезу.
10. Встановіть правильну швидкість (оборотів в хвилину).
11. Поверніть заготовку, використовуючи маховик подачі поворотного столу, до початкової точки розрізу.
12. Встановіть глибину різу і радіус верстата до розміру, зазначеного на кресленні, використовуючи ручну або силову подачу.
ОДИНИЦЯ ВИПРОБУВАННЯ
1. Коли використовується офсетна розточувальна головка?
2. Назвіть три основні компоненти розточувальних головок.
3. Чому стопорний гвинт затягується після того, як були зроблені регулювання слайдів інструменту.
4. Чому слайд інструменту має кілька отворів для утримання розточувальних інструментів?
5. Від чого залежить швидкість різання при розточуванні?
6. З якою метою може використовуватися поворотний стіл?
7. Яке призначення отвору в центрі поворотного столу?
8. Коротко опишіть, як поворотний стіл може бути центрований за допомогою вертикального фрезерного шпинделя.
9. Коротко опишіть, як одна заготівля буде зосереджена на поворотному столі.
10. Поясніть, як великий радіус можна вирізати за допомогою поворотного столу.
Розділ Інформація про віднесення
Ця глава була отримана з наступних джерел.
- Процедури постукування, отримані від буріння та нарізування різьбленням Університетом Айдахо, CC: BY-SA 3.0.
- Трамбування, отримане від голови Траммінг-млина Університетом Айдахо, CC: BY-SA 3.0.
- Індикатор набору (фото), отриманий з циферблатного датчика Вікімедіа, CC:BY-SA 3.0.
- Процедури фрезерних верстатів, отримані від інструментів машинобудування Массачусетським технологічним інститутом, CC:BY-NC-SA 4.0.
- Поворотний стіл, отриманий з поворотного столу Університетом Айдахо, CC:BY-SA 3.0.