1.2: Блок 1: Трамбування голови
- Page ID
- 102699
Мета
Після завершення цього блоку ви повинні мати можливість:
- Опишіть, як трамвай головку млина.
- Поясніть, як вказувати лещата.
- Поясніть використання пружинних цанг.
- Опишіть різницю між підйомом та звичайним фрезеруванням.
- Поясніть, як користуватися пошуком країв.
- Опишіть, як правильно встановити швидкозмінну коробку передач.
- Опишіть, як квадратувати запас.
- Опишіть торцеві фрезерування.
- Опишіть розширене проведення робіт.
Інструменти для трамбування
Індикатор циферблата - це точний інструмент, який використовується для вимірювання хвилинних величин відхилення між двома поверхнями.
При трамбування використовується індикатор циферблата, прикріплений до патрона, для визначення орієнтації головки млина на стіл млина. Той самий гайковий ключ, який використовується для затягування та послаблення пінолі, можна використовувати для регулювання різних болтів на головці млина.

Циферблат індикатора використовується для трамбування голови.
Трамбування головки млина
Трамбування гарантує, що головка млина перпендикулярна осі X і Y столу млина. Цей процес гарантує, що ріжучий інструмент і фрезерні поверхні розташовуються перпендикулярно столу. Правильне трамбування також запобігає формуванню нерегулярних візерунків при фрезеруванні.

Індикатор набору, прикріплений до шпинделя для точного вирівнювання головки фрези.
Вертикальна головка млина здатна нахилятися спереду назад і з боку в бік. Іноді ці коригування можуть дрейфувати. Головку фрези слід періодично перевіряти і регулювати, стежачи за тим, щоб шпиндель був перпендикулярний столу.
- Зніміть лещата з фрезерного столу.
- Прикріпіть індикатор набору до шпинделя і змістіть циферблат на шість дюймів від осі шпинделя. Переконайтеся, що індикаторний щуп звернений вниз.
- Підніміть стіл млина так, щоб при контакті з індикатором індикатор читав від 0,005 дюймів до 0,010 дюймів. Таке читання називається попереднім завантаженням.
- Розташуйте індикатор циферблата так, щоб його було видно, після чого встановіть рамку на нуль.
- Рука поверніть шпиндель під час спостереження за індикатором.
- Якщо показання на індикаторі циферблата залишаються на нулі, шпиндель вирівнюється.
- Якщо показання не дорівнюють нулю, продовжуйте трамбування головки, як показано нижче.
Процес трамбування для осі X
- Для трамбування навколо осі x (напрямок зліва направо верстата фрези при зверненні до передньої частини млина), послабити шість болтів (по три з кожного боку млина) за допомогою млинного ключа.
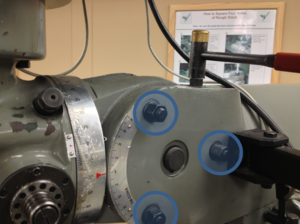
Розташування болтів, які потрібно послабити, щоб головка могла обертатися навколо осі X.
- Після ослаблення болтів знову затягуємо їх вручну плюс на ¼ обороту за допомогою фрезерового ключа.
- Регулювальний болт, який переміщує головку фрези вгору і вниз навколо осі х, розташований в задній частині млина.

Регулювальний болт використовується для розташування головки фрези вертикально навколо осі X.
- Два транспортира використовуються для позначення загального вирівнювання. Більший транспортир на головці млина має червону стрілку, яка повинна вирівнюватися з нульовим маркером на вигнутому транспортирі на корпусі млина. Це забезпечує лише загальне керівництво, показання індикатора набору потрібно для точного вирівнювання.
- Розташуйте індикатор циферблата в задній частині столу. Нульовий індикатор набору (попередньо завантажений від 0,005 ″ до 0,010 ″). Обов'язково вимірюйте на первозданній поверхні столу фрези. Можливо, доведеться зрушити стіл, щоб уникнути зазорів, які є в таблиці.
Циферблат, що вказує навколо млинної головки осі X.
- З обнуленим циферблатом і шпинделем в нейтральному положенні поверніть шпиндель так, щоб індикатор набору тепер знаходився на передній частині столу, в ідеалі поворот на 180 градусів. Обов'язково захопіть затискач, який прикріплений до шпинделя (щоб уникнути зміни вертикальної конфігурації циферблата).
- Зверніть увагу на напрямок, в якому обертається циферблат, щоб визначити напрямок, в якому головка млина повинна рухатися. Рух за годинниковою стрілкою вимагає, щоб головку млина потрібно було відрегулювати вгору, тоді як показання проти годинникової стрілки вимагає, щоб головку млина потрібно було відрегулювати вниз.
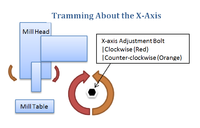
Регулювання головки фрези навколо осі X.
- На наведеній вище схемі показано, як рух регулювального болта корелює з рухом в голівці млина. Після впевненості в правильному напрямку регулювальний болт потрібно повернути, відрегулюйте головку фрези так, щоб було досягнуто ½ різниці між задніми та передніми вимірами. Наприклад, якщо заднє читання дорівнює нулю, а переднє читання - 0,010 ″, відрегулюйте головку млина так, щоб циферблат читав 0,005 ″ ближче до нуля.
- Після того як перша настройка буде завершена, знову обнуліть індикатор набору. Рекомендується обнулити одне і те ж положення, щоб уникнути плутанини, однак, це не обов'язково. Продовжуйте процес регулювання до тих пір, поки різниця між передньою і задньою не перевищить 0,002 дюйма.
- Після того, як задоволені показаннями, починайте повторне затягування болтів, які були ослаблені, затягуючи їх рівномірно в обертанні, щоб запобігти зміні вирівнювання. Перевірте вимір між передньою і задньою частиною, щоб переконатися, що головка фрези не рухалася значно від затягування.
Процес трамбування для осі Y
- Щоб почати трамбування навколо осі y, на передній частині млина є чотири болти, які потрібно послабити, щоб дозволити рух головки млина. Болти слід послабити, а потім знову затягнути, щоб трохи більше руки щільно (близько ¼ обороту повз руки щільно з відповідним гайковим ключем).

Розташування болтів, які потрібно послабити, щоб головка могла обертатися навколо осі Y.
- Регулювальний болт для переміщення головки фрези вліво і вправо навколо осі y показаний на малюнку нижче. Закручуючи цей болт за годинниковою стрілкою та проти годинникової стрілки, головка фрези буде
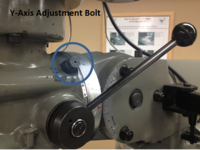
Регулювальний болт використовується для розташування головки млина навколо осі Y.
- Стрілка індикації на транспортирах для трамбування навколо осі Y розташована на окремій пластині, яка контактує з вертикальним транспортиром. Ця індикаційна стрілка і нуль на вертикальному транспортирі можуть бути використані для оцінки вихідної точки для трамбування.
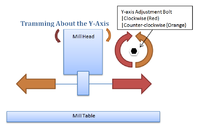
Регулювання головки фрези навколо осі Y.
- На малюнку вище показано, як регулювальний болт для трамбування навколо осі y впливає на головку фрези. Використовуйте той самий процес, який описано для трамбування навколо осі x, однак використовуйте місця ліворуч і праворуч від головки млина як контрольні точки на відміну від передньої та задньої частини, як це робилося раніше.
- Після завершення регулювання затягніть болти на голівці фрези і знову перевірте вимірювання щодо осі x та осі Y. Не виключено, що трамвай в будь-яку сторону, можливо, був змінений повторним затягуванням болтів. Переконайтеся, що всі вимірювання знаходяться в межах 0,002 дюйма. Якщо вимірювання не знаходяться в межах допуску, процес трамбування доведеться переробляти.
Позначення лещата
- Більшість заготовок утримуються в лещатах, які затиснуті до столу.
- Важливо вирівняти лещата з осями подачі на верстаті, щоб особливості машини були суміщені з краями штока.
- Закріпіть лещата на станині за допомогою Т-болтів і надійно закріпіть її, при цьому дозволяючи при цьому регулювання лещата.
- Встановіть індикатор набору в шпиндель верстата з щупом, зверненим в сторону від оператора.
- Опустіть шпиндель вниз, а потім розташуйте ліжко столу, поки нерухома щелепа на лещатах не торкнеться індикатора. Продовжуйте до тих пір, поки індикатор не зареєстрував половину обороту.
- Встановіть рамку індикатора циферблата на нуль.
- Проведіть індикатор по обличчю лещата з поперечною подачею.
- Показник залишиться на нулі, якщо лещата зведені в квадрат.
- Якщо індикатор не тримається на нулі, вирівняйте лещата, злегка постукуючи м'яким молотком до тих пір, поки індикатор не зчитує половину свого попереднього значення.
- Повторюйте процес до тих пір, поки індикатор циферблата не покаже нуль через повний хід з одного боку лещата в іншу.
- Закріпіть Т-болти надійно, при цьому не змінюючи орієнтацію лещат. Перевірте ще раз вирівнювання лещата.
Види фрез
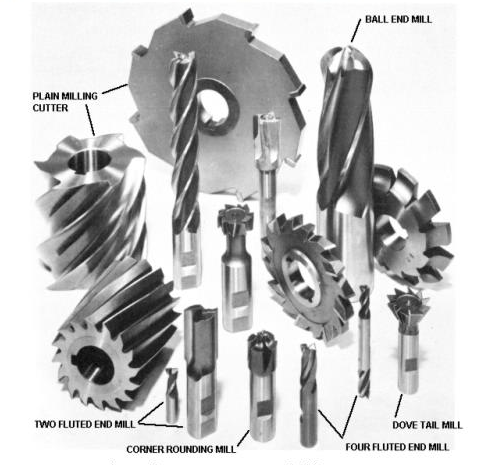
Асортимент фрез.
- Фрези, які мають суцільні вали, зазвичай використовуються в вертикальних фрезах.
- Фрези, які мають шпоночні отвори, зазвичай використовуються в горизонтальних фрезах.
- Кінцеві фрези використовуються для різання кишень, шпоночних пазів та прорізів.
- Дві рифлені кінцеві фрези можна використовувати для занурення в заготовку, як свердло.
- 2 і 3 флейти, як правило, для алюмінію, 4 флейти краще для нержавіючої сталі. Більше флейти краще різання, але приходять за вищою ціною.
- Кінцеві фрези з більш ніж двома канавками не повинні занурюватися в роботу.
- Філе можна виготовити за допомогою кульових торцевих фрез.
- Кілька функцій, таких як круглі краї, можуть бути зроблені за допомогою сформованих фрез.
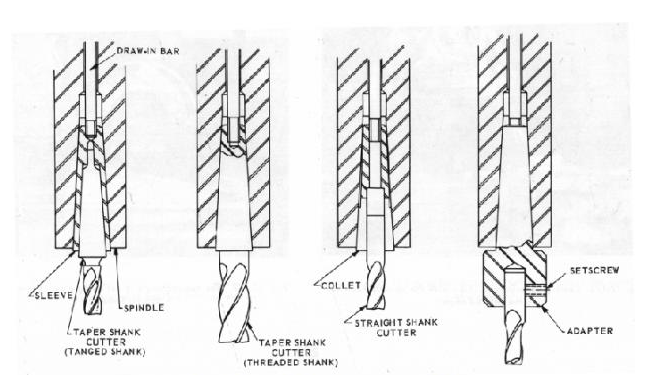
Способи утримання торцевої фрези.
пружинні цанги
- Якщо інструмент потрібно зняти, зафіксуйте перо в найвищому положенні.
- Далі слід послабити дишло гайковим ключем під час використання гальма.
- Слідкуйте за тим, щоб нитки витяжної планки залишалися задіяними в цанзі. Якщо їх не зачепити, фреза впаде і потенційно пошкодиться при звільненні цанги від шпинделя.
- Щоб звільнити цангу від шпинделя, постукайте по торцю витяжної планки.
- Нарешті, відкрутіть дишло з цанги.
- Щоб встановити іншу фрезу, помістіть фрезу в цангу, яка підходить до хвостовика.
- Вставте цангу в шпиндель, переконавшись, що шпоночний паз правильно вирівнюється з ключем в шпинделі.
- Почніть врізку витяжної планки в цангу, утримуючи різак однією рукою. Після цього за допомогою гайкового ключа затягніть дишло під час включення гальма.
Підйом проти звичайного фрезерування
Важливо знати різницю між звичайним і підйомним фрезеруванням. Використання неправильної процедури може призвести до поломки фрез і брухту заготовок.
Звичайне фрезерування
- Заготівля подається проти обертання фрези.
- Звичайне фрезерування зазвичай є кращим для чорнових порізів.
- Звичайне фрезерування вимагає меншого зусилля, ніж фрезерування.
- Не вимагає усунення люфтів і щільних відкосів столу.
- Рекомендується при обробці виливків і гарячекатаної сталі.
- Також рекомендується, коли є тверда поверхня, яка виникла в результаті накипу або піску.
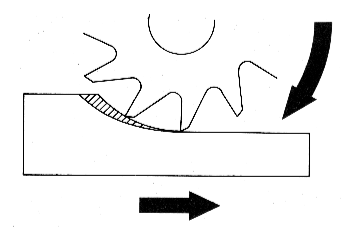
Показано вище: Звичайне фрезерування
Підйом фрезерування
- Заготівля подається з обертанням фрези.
- Цей метод призводить до кращої обробки. Чіпси не переносяться в заготовку, тим самим не пошкоджуючи обробку.
- Світильники коштують дешевше. Підніміться фрезерні сили на заготовку вниз, тому можна використовувати прості утримуючі пристрої.
- Товщина стружки, як правило, стає меншою, чим ближче вона до краю, тому менше шансів зламати край, особливо з крихкими матеріалами.
- Збільшує термін служби інструменту. Термін служби інструменту може бути збільшений до 50% за рахунок сколів, що накопичуються за інструментом.
- Чіпси можна видалити легше, так як стружка відстає від різака.
- Зменшує необхідну потужність на 20%. Це пов'язано з використанням більш високого кута граблі різака.
- Не рекомендується, якщо заготовку не можна надійно утримувати або якщо машина не може підтримувати високі сили.
- Не можна використовувати для обробки виливків та гарячекатаної сталі.
- Цей метод може витягнути заготовку в різак і подалі від утримуючого пристрою, в результаті чого зламаються фрези і обрушуються заготовки.
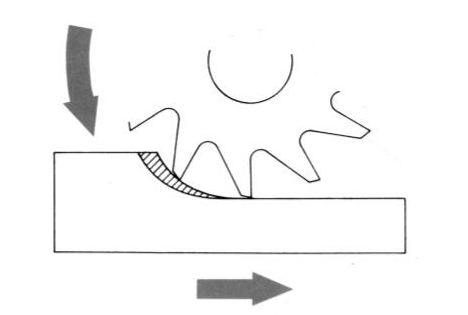
Показано вище: Підйом фрезерування
Налаштування швидкості шпинделя
- Швидкість обертання шпинделя змінюється в залежності від геометрії трансмісійної передачі.
- Ручний кривошип можна використовувати для регулювання швидкості обертання шпинделя на нових верстатах.
- Щоб змінити швидкість, шпиндель повинен обертатися.
- Швидкість (в об/хв) відображається на індикаторі циферблата.
- На індикаторі набору є дві шкали для низького та високого діапазонів.
- Для зміни дальності роботи машини використовується важіль.
- Іноді для правильного сполучення шестерень необхідне невелике обертання шпинделя.
Використання Edge Finder
- Краї заготовки повинні бути розташовані перед виконанням фрезерних робіт, що вимагає великої точності. Пошук країв допомагає в пошуку країв.
- Рекомендується 800-1200 об/хв шпинделя.
- Щоб використовувати шукач країв, трохи змістіть дві половини, щоб вони коливалися, коли вони обертаються.
- Повільно перемістіть заготовку у напрямку до шукача країв.
- Край шукач буде центр себе, потім раптово втратить концентричність.
- Цифрове зчитування повідомляє вам положення шпинделя.
- Діаметр шукача краю становить 0,200 ″. Таким чином, додавання або віднімання половини цього (0.100 ″) буде центром інструментів.
- Якщо центрується вгорі ліворуч, додайте 0.100 ″ до осі X і відніміть 0.100 ″ від осі Y. Якщо центруватися вгорі праворуч, відніміть 0.100 ″ від осі X і відніміть 0.100 ″ від осі Y.
- Частина Посилання Нуль - це коли біт обнулений на осях X і X.
- Пошук загострених країв набагато простіший, але не такий точний. Використовуйте шукач загострених країв, лише якщо точність не потрібна.
Використання мікрометричних циферблатів
- Більшість ручних кормів на фрезерному верстаті мають мікрометричні індикатори набору.
- Якщо довжина подачі відома, індикатор набору повинен бути встановлений на це число (тисячні частки дюйма).
- Щоб звільнити індикатор циферблата, оберніть стопорне кільце проти годинникової стрілки. Встановіть циферблат і знову затягніть.
- Перед налаштуванням індикатора циферблата переконайтеся, що люфт механізму руху столу прийнятий вгору.
- Новіші машини зазвичай мають цифрові зчитування, які є кращими, оскільки вони безпосередньо вимірюють положення столу. При використанні цифрового зчитування проблеми з люфтом зводяться нанівець.
Квадратний запас
- Роблячи квадратний куточок, вертикально зорієнтуйте завершений край в лещатах і злегка притисніть його до деталі.
- Покладіть квадрат машиніста проти завершеного краю і підстави лещата.
- Вирівняйте заготовку з квадратом, злегка постукуючи по ньому гумовим молотком.
- Міцно затисніть лещата.
- Верхній край деталі готовий до фрезерування.
Торцеве фрезерування
- Часто доводиться фрезерувати рівну поверхню на великій заготівлі. Робити це найкраще за допомогою облицювальної фрези.
- Фреза, яка приблизно на дюйм ширше заготовки, повинна бути підібрана для того, щоб закінчити облицювання за один прохід.

Показано вище: Торцеве фрезерування
Фрезерні слоти
- Квадратні пази можна вирізати за допомогою торцевих фрез.
- За один прохід слоти можуть бути створені з точністю до двох тисячних часток дюйма.
- Для більшої точності використовуйте кінцеву фрезу, яка менше бажаного прорізу.
- Виміряйте проріз і зробіть другий прохід, щоб відкрити проріз до потрібного розміру.
- Глибина різу не повинна перевищувати діаметр фрези.
Розширений робочий холдинг
- Використовуйте v-блок, щоб закріпити круглий запас в лещатах. Його можна використовувати як горизонтально, так і вертикально.
- Затискний круглий шток в v-блоці зазвичай пошкоджує шток.
- Цангові блоки виготовляються для утримання круглих заготовок.
- Для фрезерування функцій з кроком 90 градусів використовуйте квадратний цанговий блок.
- Для фрезерування функцій з кроком 60 градусів, використовуйте шестигранний блок.
- Найпростіше налаштувати запас, коли риси розташовуються перпендикулярно або паралельно краям заготовки. Складніше налаштувати заготовку, коли риси не паралельні або перпендикулярні краям. Іноді кутова пластина може бути використана для фрезерування запасів під будь-яким бажаним кутом.
- Деталі, які погано вписуються в лещата, можуть бути безпосередньо закріплені на столі затискачами.
- Використовуйте паралелі, щоб створити зазор між роботою і ліжком.
- Трохи нахиліть затискачі вниз в роботу.
- Поворотні столи можна поставити на ліжко, щоб зробити круглі риси.
- Поворотні столи дозволяють обертати заготовку.
- Використовуйте циферблат індикатора, щоб точно контролювати кут повороту.
- Використовуйте кульку для заготовок неправильної форми. Обов'язково робіть лише невеликі надрізи, щоб уникнути викидання заготовки з лещата.
ОДИНИЧНИЙ ТЕСТ
- Який інструмент використовується для трамбування головки?
- Поясніть процес трамбування по осі X.
- Поясніть процес трамбування по осі Y.
- Яка мета вказівки лещата?
- Назвіть три види фрез.
- Поясніть, як працює пружинна цанга.
- У чому різниця між звичайним і підйомним фрезеруванням?
- Коротко опишіть, як поворотний стіл може бути центрований за допомогою вертикального фрезерного шпинделя.
- Опишіть коротко, як встановити частоту обертання шпинделя на фрезерному верстаті.
- Який інструмент використовується для фрезерування великих поверхонь заготовок?